





Hanging Portable Pneumatically Operated Portable Spot Welder IT Gun
- Category: >>>
- Supplier: Chengdu Xingweihan Welding Equipment Co. Ltd.
Share on (10000014689466):
Product Overview
Description




Dedicated, so professional!
ChengDu Xinweihan is one of the leading welding equipment manufacturer in china, Specialized in manufacturing and provide customers with a complete set of welding solutions.
A R&D team of more than 20 engineers., and a 20000 sq.m manufacturer, which guarantees that we can offer customers the most professional welding advice and after-sales service.
And we have our own overseas technical service teams in many countries in Southeast Asia and South America to provide customers with on-site installation and maintenance services.(Please contact us to ask if there is a technical team in your country)
A R&D team of more than 20 engineers., and a 20000 sq.m manufacturer, which guarantees that we can offer customers the most professional welding advice and after-sales service.
And we have our own overseas technical service teams in many countries in Southeast Asia and South America to provide customers with on-site installation and maintenance services.(Please contact us to ask if there is a technical team in your country)
Product Description
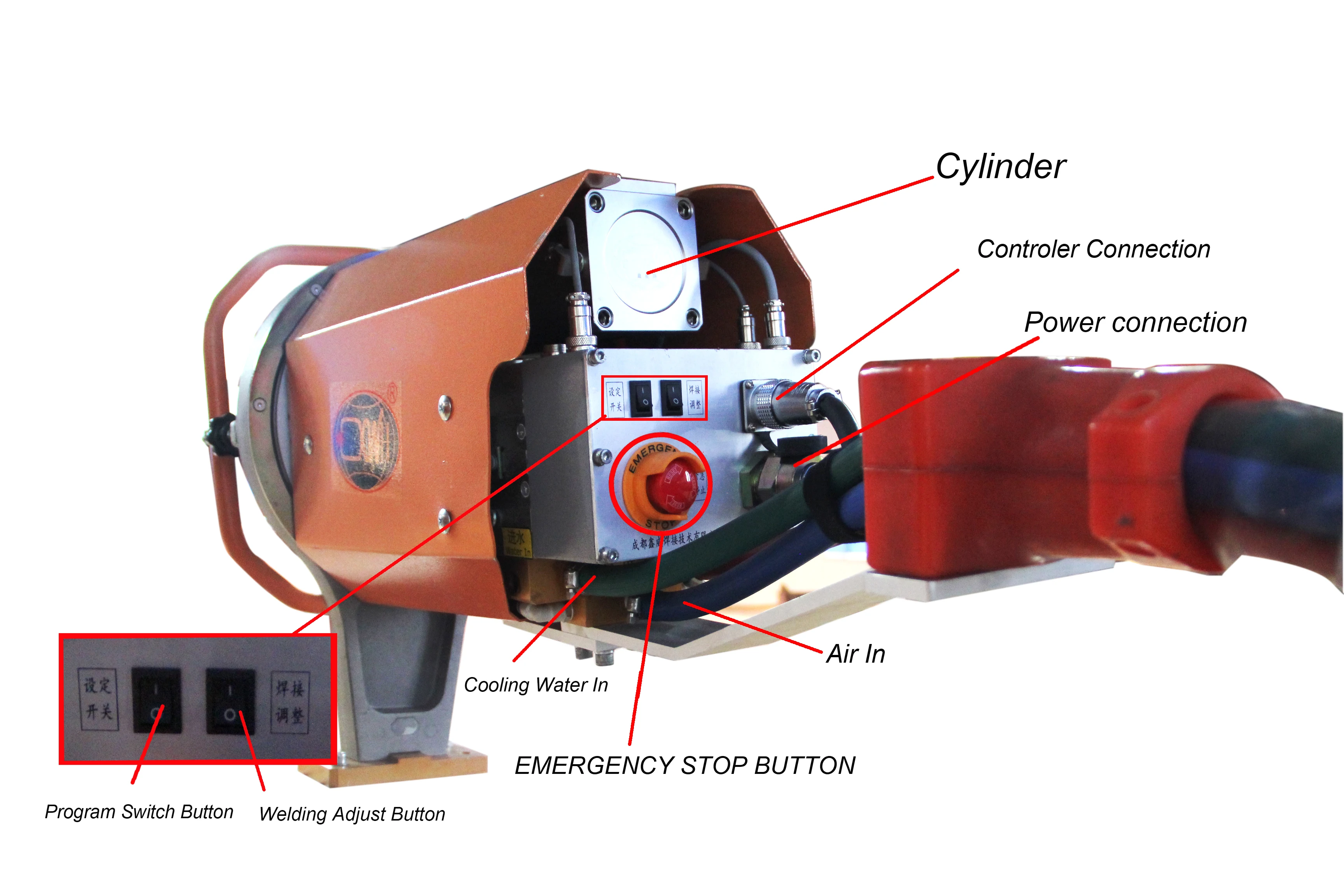
The Pneumatically Operated Portable Spot Welder IT Gun mainly consists of a welding transformer, a gas path system (air cylinder, solenoid valve, air source processing parts), a water path cooling system (inlet and outlet water pipes, distribution blocks), an electrode arm assembly (electrode arm, curved electrode arm, electrode seat, electrode extension rod, electrode cap), a control handle, a hanging rotating mechanism, and a controller.
Technical Parameters
Product Welding Video | We provide technical guidance videos, product welding videos, and samples please contact us. | ||||||||||
Overseas on-site technical team | South America, Southeast Asia,etc | ||||||||||
One-stop service | MIG / TIG / Spot welding machine / Seam welding machine / Welding robot / Suspended Transmission System / Controller / Spring Balancer / Electrode | ||||||||||
Model Item | DN2-35X | DN2-35C | DN2-45X | DN2-45C | DN2-65X | DN2-65C | |||||
Power at 50% (KVA) | 35 | 35 | 45 | 45 | 65 | 65 | |||||
Maximum short circuit current (KA) | 15 | 15 | 16 | 16 | 46 | 46 | |||||
Secondary unload voltage (V) | 5.7 | 5.7 | 6.3 | 6.3 | 8 | 8 | |||||
Voltage at 50Hz/60Hz (V) | 380 | 380 | 380 | 380 | 380 | 380 | |||||
Distance between the arms (mm) | 120-280 | 100 | 120-330 | 100 | 160-430 | 100 | |||||
Max. strength at electrodes (N) | 3500 | 4 | 4 | 4 | |||||||
Working stroke (mm) | 15-45 | 15-25 | 15-45 | 15-25 | 15-45 | 15-25 | |||||
Max. stroke (mm) | 50-120 | 60/100/140 | 50-120 | 60/100/140 | 50-120 | 60/100/140 | |||||
Arm length (mm) | 240-600 | 200-500 | 300-8000 | 200-500 | 400-1100 | 200-500 | |||||
Max.thickness of mild steel sheet with min. length s arm (mm) | 3+3 | 3+3 | 4+4 | 4+4 | 5+5 | 5+5 | |||||
Max Welding Thickness With 500mm arms (mm) | 2+2 | 2+2 | 3+3 | 3+3 | 3+3 | 3+3 | |||||
With maximum length arms (mm) | 1.2+2 | 1.2+1.2 | 2+2 | 1.8+1.8 | 2.0+2.0 | 2.0+2.0 | |||||
Cross wire maximum (mm) | 14+14 | 14+14 | 16+16 | 16+16 | 20+20 | 20+20 | |||||
Main Features
When performing welding with a portable spot welding machine, first place the workpiece between the two electrodes of the welding tongs, then press the welding start switch on the handle to activate the solenoid valve. Compressed air enters the welding cylinder to activate the electrode of the welding tongs and compress the workpiece; After a delay, the thyristor in the controller is turned on and the welding process begins. The welding transformer generates a set welding current and performs welding according to the selected welding time. After welding, the pressure on the workpiece continues to be maintained to cool the molten core to form a solder joint. After that, the electromagnetic valve is disconnected, the welding tongs release the workpiece, and the welding machine enters the rest process. At this time, a welding cycle has been completed.
The welding cycle mainly consists of the following stages:
1) Pressurization: The time from when the electrode clamps the workpiece to when the welding current is output. This process is to ensure that the electrode presses the workpiece tightly before powering on, so that there is always good contact at the welding point of the workpiece.
2) Welding: The welding current generates resistance heat through the workpiece, and the solder joint is heated and melted, forming a molten core (weld nucleus) under the action of pressure.
3) Maintenance: After the welding process, the electrode pressure continues to be maintained; The molten core (nugget) is cooled to form a solder joint.
4) Rest: The time from the electrode release to re clamping after welding.
The time settings for the above four processes are programmed by the welding machine controller. During programming, appropriate pressurization and rest times should be determined based on the working speed of the welding machine to ensure that power on welding is carried out after the electrode pressure meets the requirements and ensure welding quality. According to the process requirements of the workpiece to be welded, multi-pulse welding can also be completed.
The welding cycle mainly consists of the following stages:
1) Pressurization: The time from when the electrode clamps the workpiece to when the welding current is output. This process is to ensure that the electrode presses the workpiece tightly before powering on, so that there is always good contact at the welding point of the workpiece.
2) Welding: The welding current generates resistance heat through the workpiece, and the solder joint is heated and melted, forming a molten core (weld nucleus) under the action of pressure.
3) Maintenance: After the welding process, the electrode pressure continues to be maintained; The molten core (nugget) is cooled to form a solder joint.
4) Rest: The time from the electrode release to re clamping after welding.
The time settings for the above four processes are programmed by the welding machine controller. During programming, appropriate pressurization and rest times should be determined based on the working speed of the welding machine to ensure that power on welding is carried out after the electrode pressure meets the requirements and ensure welding quality. According to the process requirements of the workpiece to be welded, multi-pulse welding can also be completed.
General Stuctures


Different Styles





Application Images



Winning by quality, precision to thrive! More details, please contact!









We Recommend





New Arrivals
New products from manufacturers at wholesale prices







