
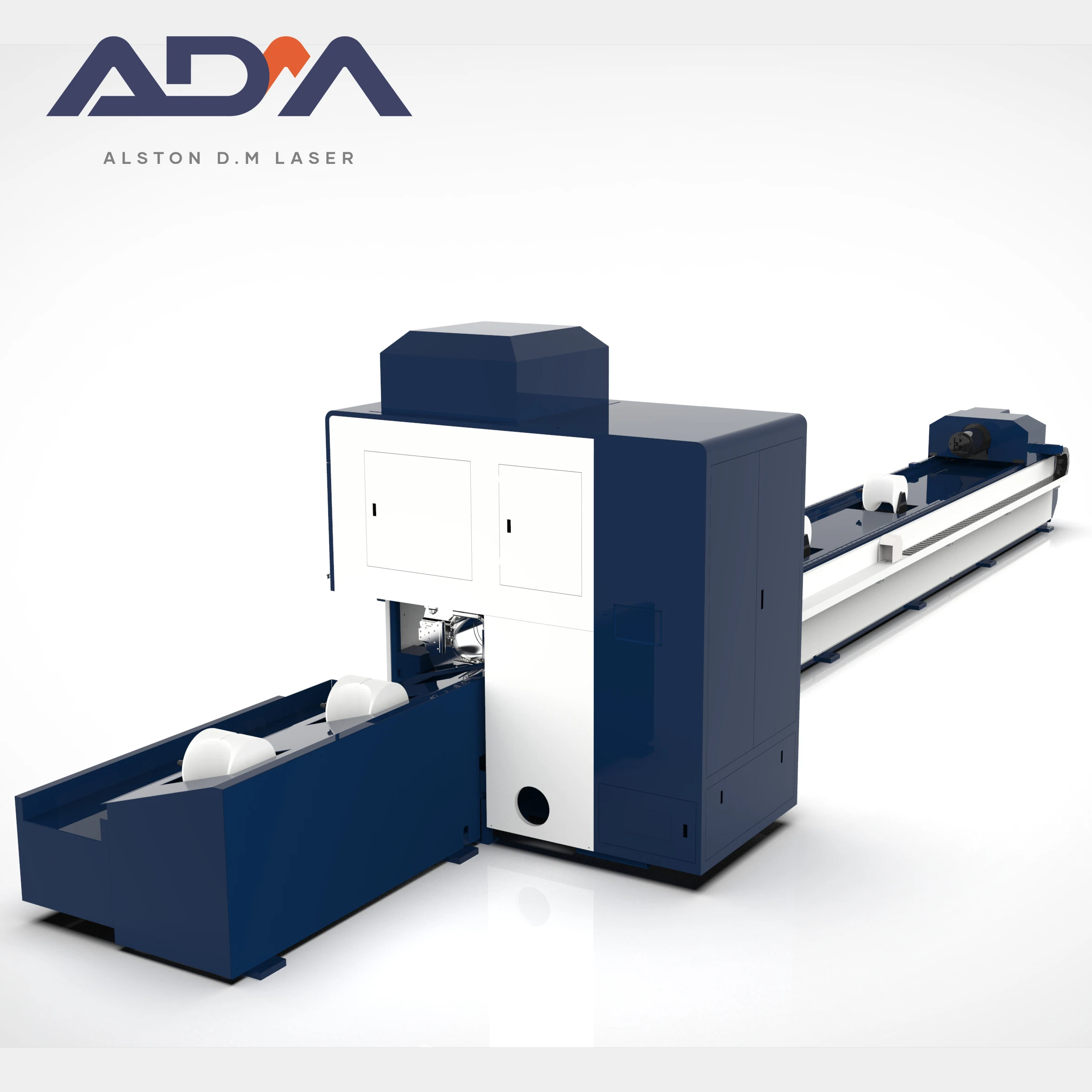
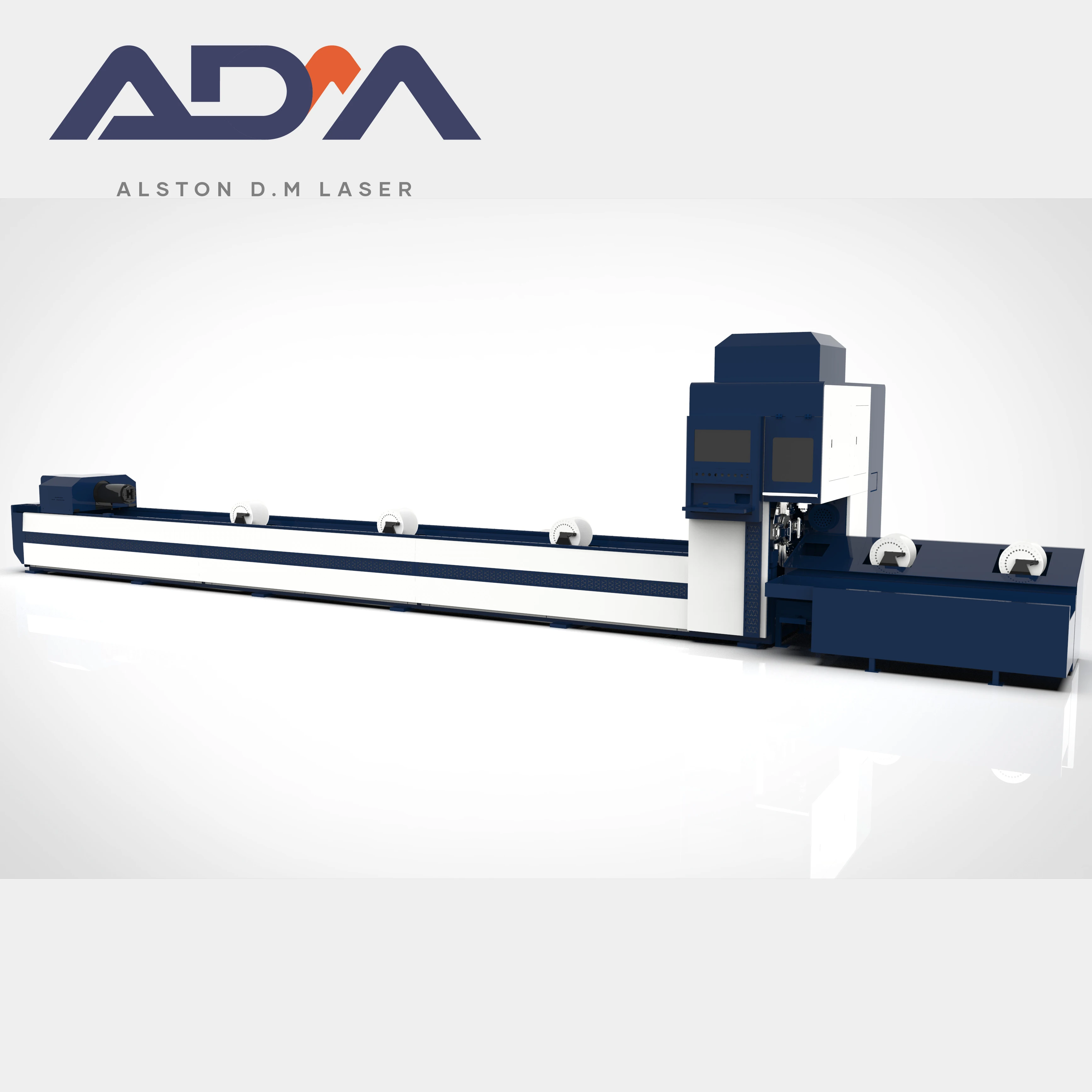
1kw 1.5kw 2kw 3kw 4kw 6kw ipg/raycus tube cutter 3000w cnc metal pipe fiber laser cutting machine
- Category: >>>
- Supplier: Suzhou Alston D.M Laser Technology Co. Ltd
Share on (1600185661985):
Product Overview
Description
Products Description

About ADM
Suzhou ADM Laser Machinery Co., Ltd is an integration of a laser cutting machine manufacturer and industrial machinery trading
company based in China, Suzhou city. We have two branch companies.
Suzhou Alston D.M Laser Technology Co., Ltd
Suzhou ADM is dedicated and committed to represent the highest quality in equipment and customer service.
Who we are
* An ambitious laser cutting machine manufacturer that enjoys a leaping growth over the past 6 continuous years;
* Laser cutting machine and parts exporter in China
* Metal sheet processing machinery & parts international trading and exporting
* Tech service provider, including machine installation, debugging, upgrading, maintenance, trouble-shooting.
* Purchasing service provider, we help purchase all the industrial machinery and parts for clients.
Suzhou ADM Laser Machinery Co., Ltd is an integration of a laser cutting machine manufacturer and industrial machinery trading
company based in China, Suzhou city. We have two branch companies.
Suzhou Alston D.M Laser Technology Co., Ltd
Suzhou ADM is dedicated and committed to represent the highest quality in equipment and customer service.
Who we are
* An ambitious laser cutting machine manufacturer that enjoys a leaping growth over the past 6 continuous years;
* Laser cutting machine and parts exporter in China
* Metal sheet processing machinery & parts international trading and exporting
* Tech service provider, including machine installation, debugging, upgrading, maintenance, trouble-shooting.
* Purchasing service provider, we help purchase all the industrial machinery and parts for clients.
1.Standard Configurations of AG-T6000-1500W | ||||
Major Configurations | Content | Brand | ||
Laser Generator | IPG Germany | IPG 1500W | ||
Laser Cutting Head | Manual Focus | Raytools, BM111 | ||
Height Controller | Capacitive transducer | BOCHU, China | ||
CNC Controller | TubePro | |||
Professional Laser Cutting Software | TubePro | |||
Speed Reducer | Bonmet | Bonmet, Germany | ||
Rack and Pinion | YYC | YYC, Taiwan | ||
Linear Guide | HIWIN | HIWIN, Taiwan | ||
Proportional Valve | SMC | SMC, Japan | ||
X/Y Drag Chain | Domestic | Cangzhou, China | ||
Shield Cover | Domestic | Cangzhou, China | ||
Industrial Water Chiller | Domestic | Tongfei, China | ||
Industrial PC and LCD Screen | Domestic | Dell, USA | ||
Voltage Stabilizer | Domestic | XiShun, China | ||
Double Servo driver system | Yaskawa | Yaskawa, Japan | ||
2.Technical Data | ||
Technical spec | Standard Data | |
Total weight | 5T | |
Total Power | 20KW | |
Laser Type | Fiber laser | |
Maximum Cutting Thickness | 8MM Mild steel, 6MM Stainless steel | |
Effective Cutting size | 6000MM 20MM*20MM-200MM*200MM | |
X.Y Axis Drive system | Rack and Pinion mode, Delta Taiwan Servo system | |
Laser cutting head Drive System | Ball screw mode, Delta Taiwan servo system | |
Laser cutting head lifting distance | 130MM | |
3.Technical Accuracy | ||
Maximum rapid X,Y Axis Speed | 60m/min | |
Maximum Acceleration X,Y Axis Speed | 1.0G | |
Position Accuracy | 0.02mm/M | |
Repeat Accuracy | 0.03mm/M | |
Cooling Style | Recycling water | |
Max loading weight of cutting table | 1000KG | |
Assistant Gas | Oxygen/Nitrogen/Compressor Air | |
Continuous Working Time | 24 Hrs | |
4. Equipment Working Condition | ||||||
Sub item | Item | Requirements | Notes | |||
Power | Laser Source | 5KW | The total installed capacity is not less than 20KW, And this machine need very good ground line. | |||
Chiller | 2.2KW | |||||
Machine Servo System | 7.9KW | |||||
Dust blower Motor | 3.8KW | |||||
Other accessories | 1KW | |||||
Stability of 3-phase power | 380V±5% | |||||
Instability of 3-phase power | <2.5% | |||||
Earthing | <4Ohm | |||||
Water | Water for Chiller | Distilled water without minerals | Change every month | |||
Gas | Cutting Gas | N2>99.5% | The processing parameters | |||
O2>99.5% | ||||||
AIR pressure should not less than 0.8MPA | ||||||
Working | Temperature requirements | 5-40 Degree | ||||
Humidity requirements | Less than 70% | |||||
Foundation requirement | There should be no vibration source nearby | If there is a vibration source on site or nearby, the user is required to dig an anti-vibration trench around the foundation | ||||
Work piece | For CS and SS: quality surface and no rust | |||||









Cutting parameters
3000W Cutting Parameters | ||||||||||||
Mild Steel O2 | ||||||||||||
Thickness (mm) | Cutting Power (W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
6 | 3000W | 3 | O2 | 0.6-1.0 | D1.0/D1.2 | 3--3.2 | ||||||
8 | 3000 | 3 | O2 | 0.6-1.0 | D1.2 | 2--2.3 | ||||||
10 | 3000 | 3 | O2 | 0.6-1.0 | D1.2 | 1.5--1.7 | ||||||
12 | 3000 | 3 | O2 | 0.6-1.0 | D2.0/D2.5 | 0.8--1 | ||||||
14 | 3000 | 3 | O2 | 0.6-1.0 | D2.5/D3.0 | 0.8--0.9 | ||||||
16 | 3000 | 3 | O2 | 0.6-1.0 | D3.0 | 0.7--0.85 | ||||||
20 | 3000 | 4 | O2 | 0.6-1.0 | D3.5 | 0.65--0.8 | ||||||
Mild Steel Air | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | -1 | Air | 16 | S2.0 | 25--30 | ||||||
2 | 3000 | -2 | Air | 16 | S2.0 | 12--15 | ||||||
Stainless Steel N2 | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | -1 | N2 | 12 | S2.0 | 30--40 | ||||||
2 | 3000 | -1.5 | N2 | 12 | S2.0 | 15--18 | ||||||
3 | 3000 | -2.5 | N2 | 13 | S2.0 | 8--10 | ||||||
4 | 3000 | -3.5 | N2 | 13 | S2.5 | 5.4--6 | ||||||
5 | 3000 | -4 | N2 | 16 | S2.5 | 2.8--3.5 | ||||||
6 | 3000 | -4.5 | N2 | 16 | S3.0 | 1.8--2.6 | ||||||
8 | 3000 | -5.5 | N2 | 16 | S3.0 | 1.0--1.3 | ||||||
10 | 3000 | -6 | N2 | 16 | S3.5 | 0.6--0.8 | ||||||
12 | 3000 | -7 | N2 | 20 | S4.0 | 0.5--0.7 | ||||||
Stainless Steel Air | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | -1 | Air | 16 | S2.0 | 30--40 | ||||||
2 | 3000 | -1.5 | Air | 16 | S2.0 | 15--18 | ||||||
3 | 3000 | -2.5 | Air | 16 | S2.0 | 8--10 | ||||||
4 | 3000 | -3.5 | Air | 16 | S2.5 | 5.4--6 | ||||||
5 | 3000 | -4 | Air | 16 | S2.5 | 2.8--3.5 | ||||||
6 | 3000 | -4.5 | Air | 16 | S3.0 | 1.8--2.6 | ||||||
8 | 3000 | -5.5 | Air | 16 | S3.0 | 1.0--1.3 | ||||||
10 | 3000 | -6 | Air | 16 | S3.5 | 0.6--0.8 | ||||||
12 | 3000 | -7 | Air | 16 | S4.0 | 0.5--0.7 | ||||||
AL N2 | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | -1.0 | N2 | 12 | S2.0 | 30--40 | ||||||
2 | 3000 | -1.5 | N2 | 12 | S2.0 | 15--20 | ||||||
3 | 3000 | -2.0 | N2 | 12 | S2.0 | 8--10 | ||||||
4 | 3000 | -2.5 | N2 | 13 | S2.5 | 5--6.5 | ||||||
5 | 3000 | -3.0 | N2 | 14 | S2.5 | 2.8--3.5 | ||||||
6 | 3000 | -3.5 | N2 | 14 | S3.0 | 2--2.5 | ||||||
8 | 3000 | -4.0 | N2 | 15 | S3.0 | 0.8--1.3 | ||||||
10 | 3000 | -4.5 | N2 | 15 | S3.0 | 0.5--0.65 | ||||||
12 | 3000 | -5.0 | N2 | 16 | S3.0 | 0.3--0.45 | ||||||
Copper | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | 0 | N2 | 8 | S1.5 | 15--18 | ||||||
2 | 3000 | -1 | O2 | 10 | S1.5 | 7--9 | ||||||
3 | 3000 | -2.5 | O2 | 10 | S1.5 | 3--3.5 | ||||||
4 | 3000 | -3 | O2 | 10 | S2.0 | 1.5--2 | ||||||
5 | 3000 | -4 | O2 | 10 | S2.5 | 0.8--1 | ||||||
Brass N2 | ||||||||||||
Thickness (mm) | Cutting Power(W) | Focus (mm) | Cutting Gas | Gas pressure(bar) | Nozzle type (S-Single,D-Double) | Cutting Speed (M/Min) | ||||||
1 | 3000 | -0.5 | N2 | 12 | S2.0 | 22--30 | ||||||
2 | 3000 | -1.5 | N2 | 13 | S2.0 | 10--14 | ||||||
3 | 3000 | -2.5 | N2 | 14 | S2.0 | 5--7 | ||||||
4 | 3000 | -3 | N2 | 14 | S2.5 | 3--4 | ||||||
5 | 3000 | -3.5 | N2 | 15 | S2.5 | 2--2.5 | ||||||
6 | 3000 | -4 | N2 | 16 | S3.0 | 1.3--1.5 | ||||||
8 | 3000 | -4.5 | N2 | 16 | S3.0 | 0.5--0.8 | ||||||
Note: 1) All the lens inside the laser head need clean. 2) Cutting gas purity meets the requirements O2:99.95%,N2:99.99%. 3) Plate meets laser cutting requirements (smooth surface, no rust, no paint, etc.) 4) AL is high reflection lens, Mass produce thickness is 1-6MM. | ||||||||||||
Cost calculation

Consumables needed for one year

Company Profile
About ADM
Suzhou Alston D.M Laser Technology Co., Ltd is an integration of laser cutting machine manufacturer and
industrial machinery trading company based in south central China, Suzhou city.
Suzhou Alston D.M Laser Technology Co., Ltd
Suzhou Alston D.M Laser Technology Co., Ltd is dedicated and committed to represent the highest quality
in equipment and customer service.
Who we are
1. An ambitious laser cutting machine manufacturer that enjoys a leaping growth over the past 6 continuous years.
2.Laser cutting machine and parts exporter in China.
3.Metal sheet processing machinery & parts international trading and exporting.
4. Tech service provider, including machine installation, debugging, upgrading, maintenance, trouble-shooting.
5.Purchasing service provider, we help purchase all the industrial machinery and parts for clients.
Suzhou Alston D.M Laser Technology Co., Ltd is an integration of laser cutting machine manufacturer and
industrial machinery trading company based in south central China, Suzhou city.
Suzhou Alston D.M Laser Technology Co., Ltd
Suzhou Alston D.M Laser Technology Co., Ltd is dedicated and committed to represent the highest quality
in equipment and customer service.
Who we are
1. An ambitious laser cutting machine manufacturer that enjoys a leaping growth over the past 6 continuous years.
2.Laser cutting machine and parts exporter in China.
3.Metal sheet processing machinery & parts international trading and exporting.
4. Tech service provider, including machine installation, debugging, upgrading, maintenance, trouble-shooting.
5.Purchasing service provider, we help purchase all the industrial machinery and parts for clients.
Device model naming rules:
1. Solar system
2. The Milky Way (English: Milky Way Galaxy)
3. Andromeda Galaxy (English: Andromeda Galaxy; M31; NGC 224; once known as the Andromeda Nebula)
SS economic version
MWG quality version
AG high configuration version (VIP customer NGC 224)
1. Solar system
2. The Milky Way (English: Milky Way Galaxy)
3. Andromeda Galaxy (English: Andromeda Galaxy; M31; NGC 224; once known as the Andromeda Nebula)
SS economic version
MWG quality version
AG high configuration version (VIP customer NGC 224)
Product packaging

Equipment installation and after-sales


FAQ
1. What is your Fiber Laser Cutting Machine Advantages?
Top-rated laser source: stable beam quality, long service life;
User-friendly control system: Easy to use, even a green hand can get started quickly;
Exceptional service: quick response, lifelong after-sales service, we are still serving customers’ who have built relationship
with us for more than 10 years
2. Do You Have Agents or Distributors in Our Country?
We have ender-users all over the world.At present, we have agency in India, Vietnam and Russia.If you are interested in agency cooperation, please contact us for detailed agency policy.
3. Are you a factory or a trading company?
We are factory, with headquarter in Suzhou,JIangsu province , and branch in Wuhan,Hubei province.
4. When I got this machine, but I don’t know how to use it. What should I do?
We will provide user manual and video of the machine. In addition, our engineer can also provide training online. If necessary, we can also provide door-to-door service
5. If some problems happen to this machine during the warranty period, what should I do?
We will provide 2-3 Year Warranty, and will supply free parts during the machine warranty period if the machine has some problems.
We also supply free life long after-sales service. Thus, any problems, just feel free to let us know, we will provide you
solutions.
6. How to make the payment and how about the delivery time?
We accept to make the payment by T/T, Credit Card ,Online Bank Payment,etc.Lead time 10-15 working days for the standard machine;Lead time 20-27 working days for a non-standard machine.
7. Q: How can I choose the most suitable machine?
A: In order to recommend you the most suitable machine model, please let us know the following detailes:
1.What is your material?
2.The size of material?
3.The thickness of material?
8. Q: If we need Yosoontechnician to train us after order,how to charge?
A:1) If you come to our factory to get training,it is free for learning, 1-3 working days.(Every one learning ability is
different,also according to details)
2) If you need our technician go to your local factory to teach you ,you need to bear the technician’s business travelling
ticket / room and board/ and additional 100 USD per day.
9. About accuracy, we have observed that after some time "Machine accuracy can increase gradually" and after long time, the difference reach to its maximum level. How about your machine?
The frame of the machine is annealed, it can support shock resistance(the machine will deform if without annealing ). So the accuracy of the machine can keep its original accuracy for 4-5years. The weight of the machine can reach 4.5t-5.0t. It also can let the machine have higher accuracy and higher stability.
10. What’s package, will it protect the products?How is the shipping method?
A: As per your actual address, we can effect shipment by sea, by air, by truck or railway. Also we can send the machine to your worksite as per your requirement . Nude Packing for big parts after plastic film covering. The small parts packed into wooden cases which is suitable for seaworthy transportation.
Top-rated laser source: stable beam quality, long service life;
User-friendly control system: Easy to use, even a green hand can get started quickly;
Exceptional service: quick response, lifelong after-sales service, we are still serving customers’ who have built relationship
with us for more than 10 years
2. Do You Have Agents or Distributors in Our Country?
We have ender-users all over the world.At present, we have agency in India, Vietnam and Russia.If you are interested in agency cooperation, please contact us for detailed agency policy.
3. Are you a factory or a trading company?
We are factory, with headquarter in Suzhou,JIangsu province , and branch in Wuhan,Hubei province.
4. When I got this machine, but I don’t know how to use it. What should I do?
We will provide user manual and video of the machine. In addition, our engineer can also provide training online. If necessary, we can also provide door-to-door service
5. If some problems happen to this machine during the warranty period, what should I do?
We will provide 2-3 Year Warranty, and will supply free parts during the machine warranty period if the machine has some problems.
We also supply free life long after-sales service. Thus, any problems, just feel free to let us know, we will provide you
solutions.
6. How to make the payment and how about the delivery time?
We accept to make the payment by T/T, Credit Card ,Online Bank Payment,etc.Lead time 10-15 working days for the standard machine;Lead time 20-27 working days for a non-standard machine.
7. Q: How can I choose the most suitable machine?
A: In order to recommend you the most suitable machine model, please let us know the following detailes:
1.What is your material?
2.The size of material?
3.The thickness of material?
8. Q: If we need Yosoontechnician to train us after order,how to charge?
A:1) If you come to our factory to get training,it is free for learning, 1-3 working days.(Every one learning ability is
different,also according to details)
2) If you need our technician go to your local factory to teach you ,you need to bear the technician’s business travelling
ticket / room and board/ and additional 100 USD per day.
9. About accuracy, we have observed that after some time "Machine accuracy can increase gradually" and after long time, the difference reach to its maximum level. How about your machine?
The frame of the machine is annealed, it can support shock resistance(the machine will deform if without annealing ). So the accuracy of the machine can keep its original accuracy for 4-5years. The weight of the machine can reach 4.5t-5.0t. It also can let the machine have higher accuracy and higher stability.
10. What’s package, will it protect the products?How is the shipping method?
A: As per your actual address, we can effect shipment by sea, by air, by truck or railway. Also we can send the machine to your worksite as per your requirement . Nude Packing for big parts after plastic film covering. The small parts packed into wooden cases which is suitable for seaworthy transportation.
We Recommend







New Arrivals
New products from manufacturers at wholesale prices






