


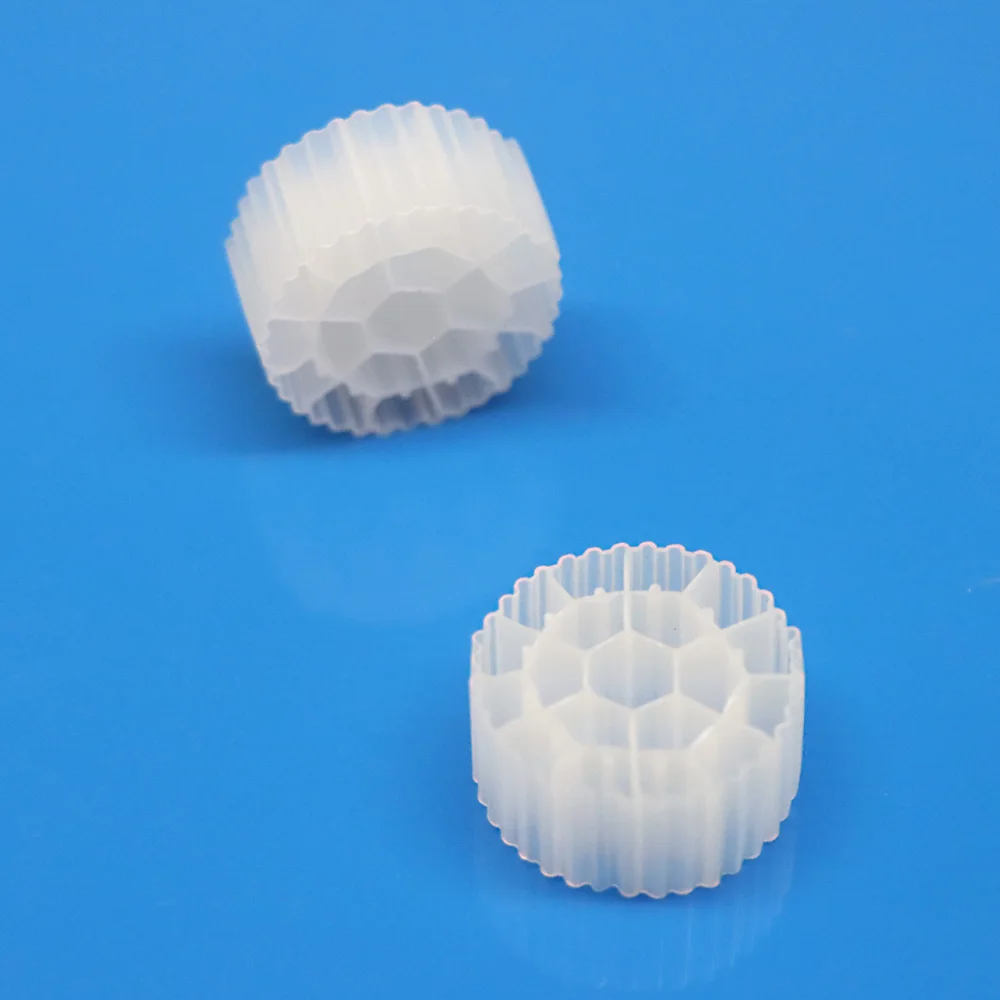



100% pure HDPE K1 moving bed biofilm reactor bio media carrier plastic MBBR filter media for water treatment
- Category: >>>
- Supplier: Pingxiangzhongying Packing Co. Ltd.
Share on (1600478701941):
Product Overview
Description


WHAT ARE THE ADVANTAGES OF MBBR WASTEWATER TREATMENT?

Using moving bed biofilm reactors over other, traditional wastewater treatment processes can be a strategic move for many industries, since MBBR comes with a host of exceptional qualities.
* Compact: MBBR is an excellent option for facilities with space constraints, since it typically has a much smaller footprint than other systems. An MBBR aeration tank can effectively treat the same amount of water as a much larger tank used for a more traditional process. Primarily, it offers this benefit due to the maximized surface area the media provide for biofilm growth.
* Simple: Another practical advantage of MBBR is that it is a relatively straightforward process. MBBR allows nature to take its course, which minimizes the role of the operator. It is worth noting that operators must be knowledgeable about the process so they can ensure everything is working properly at the molecular level. However, the process itself does not require very many steps.
* Low maintenance: MBBR is also known for being a low-maintenance process. Maintenance tasks like backwashing that an operator would have to perform in other cases are typically unnecessary with MBBR. This system is largely self-moderating, so users can trust it to operate effectively without the need for demanding, ongoing maintenance.
* Flexible: MBBR is naturally able to adjust as needed to varying loads and changes in the influent, since the microorganisms on the carriers respond to changes. It allows MBBR systems to resist shock loading or a sudden spike in pH levels. A 2014 study of MBBR demonstrated the system’s ability to remain highly stable when faced with organic, hydraulic and salt shock loadings and to quickly return to normal.
* Efficient: One of the most significant advantages of MBBR is its impressive level of efficiency. An MBBR system can work much more quickly than alternative methods to treat the water. The hydraulic retention time (HRT) for BOD and nitrogen removal with an MBBR is around three to four hours. The continuously moving media and the sheer amount of biofilm make this low HRT possible.
* Simple: Another practical advantage of MBBR is that it is a relatively straightforward process. MBBR allows nature to take its course, which minimizes the role of the operator. It is worth noting that operators must be knowledgeable about the process so they can ensure everything is working properly at the molecular level. However, the process itself does not require very many steps.
* Low maintenance: MBBR is also known for being a low-maintenance process. Maintenance tasks like backwashing that an operator would have to perform in other cases are typically unnecessary with MBBR. This system is largely self-moderating, so users can trust it to operate effectively without the need for demanding, ongoing maintenance.
* Flexible: MBBR is naturally able to adjust as needed to varying loads and changes in the influent, since the microorganisms on the carriers respond to changes. It allows MBBR systems to resist shock loading or a sudden spike in pH levels. A 2014 study of MBBR demonstrated the system’s ability to remain highly stable when faced with organic, hydraulic and salt shock loadings and to quickly return to normal.
* Efficient: One of the most significant advantages of MBBR is its impressive level of efficiency. An MBBR system can work much more quickly than alternative methods to treat the water. The hydraulic retention time (HRT) for BOD and nitrogen removal with an MBBR is around three to four hours. The continuously moving media and the sheer amount of biofilm make this low HRT possible.

INDUSTRIAL APPLICATIONS OF AN MBBR SYSTEM

MBBR has nearly limitless industrial applications. Any industry that needs to treat wastewater can benefit from MBBR. Many of these industries have effluent treatment plans (ETP) that use less convenient or less effective processes. The following represent a few examples of MBBR systems in industrial contexts.
* Pulp and paper manufacturing: The pulp and paper industry places high demands on water. Around 85% of this is process water, which means paper factories produce a great deal of contaminated wastewater that requires on-site treatment. MBBR has proven itself to be an effective means of treating this wastewater.
* Chemicals manufacturing: Manufacturing chemicals produces a high quantity of wastewater containing organic pollutants. This wastewater requires treatment before it can get reused or released into the natural waterways. MBBR is an excellent option for chemical manufacturing plants to consider as part of their ETP.
* Textile factories: Textile factories must have ETPs, since they produce wastewater that needs purification. MBBR is an
excellent option for textile factories. It can remove dyes and other pollutants effectively and is compact enough to be
manageable for small facilities.
* Dairy processing: Processing dairy products such as milk, cheese and yogurt creates a large volume of effluent containing biochemical oxygen demand (BOD), among other types of waste. MBBR is a valuable wastewater treatment option for the dairy industry, since it’s exceptionally efficient.
* Beverage manufacturing: Water is a primary ingredient in most beverages, but beverage factories also use water to processes such as cooling and cleaning. These processes result in wastewater that needs treating. MBBR is especially well-equipped to keep up with the high volume demand for water treatment in this industry.
* Chemicals manufacturing: Manufacturing chemicals produces a high quantity of wastewater containing organic pollutants. This wastewater requires treatment before it can get reused or released into the natural waterways. MBBR is an excellent option for chemical manufacturing plants to consider as part of their ETP.
* Textile factories: Textile factories must have ETPs, since they produce wastewater that needs purification. MBBR is an
excellent option for textile factories. It can remove dyes and other pollutants effectively and is compact enough to be
manageable for small facilities.
* Dairy processing: Processing dairy products such as milk, cheese and yogurt creates a large volume of effluent containing biochemical oxygen demand (BOD), among other types of waste. MBBR is a valuable wastewater treatment option for the dairy industry, since it’s exceptionally efficient.
* Beverage manufacturing: Water is a primary ingredient in most beverages, but beverage factories also use water to processes such as cooling and cleaning. These processes result in wastewater that needs treating. MBBR is especially well-equipped to keep up with the high volume demand for water treatment in this industry.
SPECIFICATIONS

Note: The above datas are for reference only. | ||||||||||||||
ABOUT US




We Recommend







New Arrivals
New products from manufacturers at wholesale prices






