
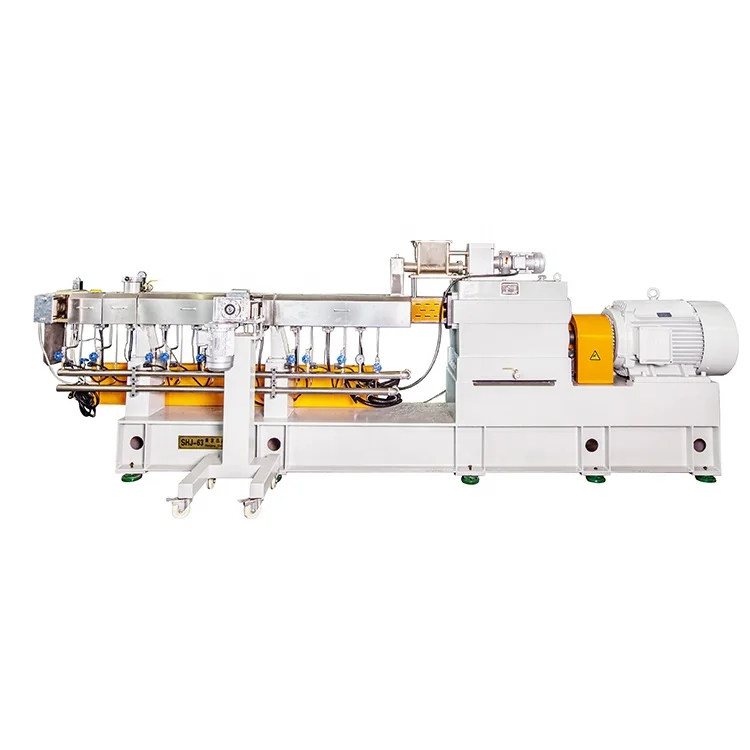


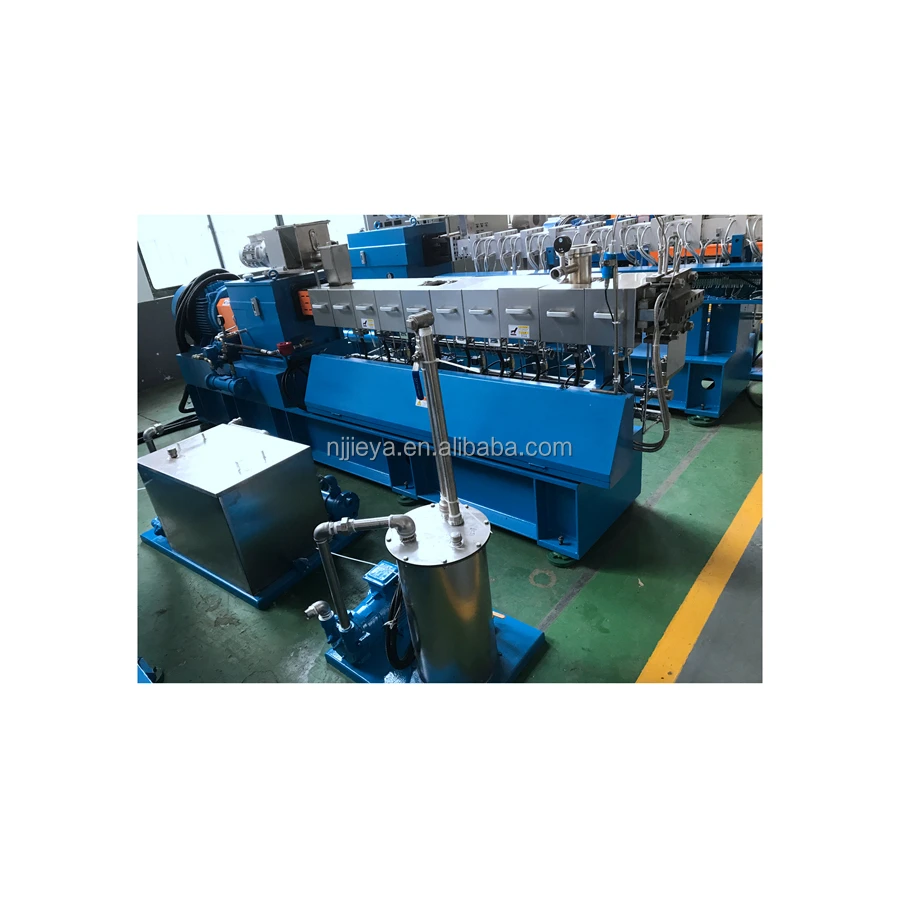


Plastic Pellet Polymer Compounding Parallel Co rotating Twin Screw Extruder Granules Making Production Line
- Category: >>>
- Supplier: Nanjing Jieya Extrusion Equipment Co. Ltd.
Share on (1600664915385):
Product Overview
Description
Processing table

Products Description

Gear box
Input speed:1500 RPM
Output speed:600 RPM
input motor power: 18.5kw
Gear:20CrNi2MoA

Screw
Curve fitness and surface smoothness far
exceed those of products processed by
conventional methods. The intermeshing
screw is co-rotating and cleaned by each other.
Therefore, fewer residues is on the screw and
easy to be cleaned.
exceed those of products processed by
conventional methods. The intermeshing
screw is co-rotating and cleaned by each other.
Therefore, fewer residues is on the screw and
easy to be cleaned.

Barrel
Fine finishing is done in the processing center,
the accuracy level can reach to IT6 grade,
which is conducive to the reduction of energy
consumption per unit of customer products.
The barrel is of building block design that
makes it possible for various combination.
the accuracy level can reach to IT6 grade,
which is conducive to the reduction of energy
consumption per unit of customer products.
The barrel is of building block design that
makes it possible for various combination.
Operating points of the extruder screw sleeve
1. Before each threading, the chips in the chip flutes and threads of the die should be cleaned up.
2. Check the diameter and end chamfer of the round rod before tapping.
3. When the threaded sleeve on the steel round bar has threads, add lubricating oil for lubrication.
4. When threading, the end face of the mold should be perpendicular to the round rod, and the force should be uniform
during operation. When you start to turn the mold, you should apply a little pressure. It can only be turned without pressure, and the chip breaking is often reversed.
during operation. When you start to turn the mold, you should apply a little pressure. It can only be turned without pressure, and the chip breaking is often reversed.
5. When threading, the cutting torque is very large, which is easy to damage the machined
surface of the round bar. Therefore, a hard wooden V-groove gasket or a thick copper plate should be used as a protective sheet to clamp the workpiece. The length of the workpiece protruding from the jaws should be as short as possible without affecting the desired length of the thread.
surface of the round bar. Therefore, a hard wooden V-groove gasket or a thick copper plate should be used as a protective sheet to clamp the workpiece. The length of the workpiece protruding from the jaws should be as short as possible without affecting the desired length of the thread.
Manufacturing Technique




Parameters

Details Images








Packing&Delivery






Exhibition




Service

Certificates

FAQ

Contact

We Recommend







New Arrivals
New products from manufacturers at wholesale prices






