




Factory Wholesale bulk fragrance oil for candle and fragrance for liquid soap
- Category: >>>
- Supplier: Hunan Kedao Flavors Fragrances Co .Ltd.
Share on (1600798958043):
Product Overview
Description







Many years of market precipitation, industry well-known brand.
Quality advantage:
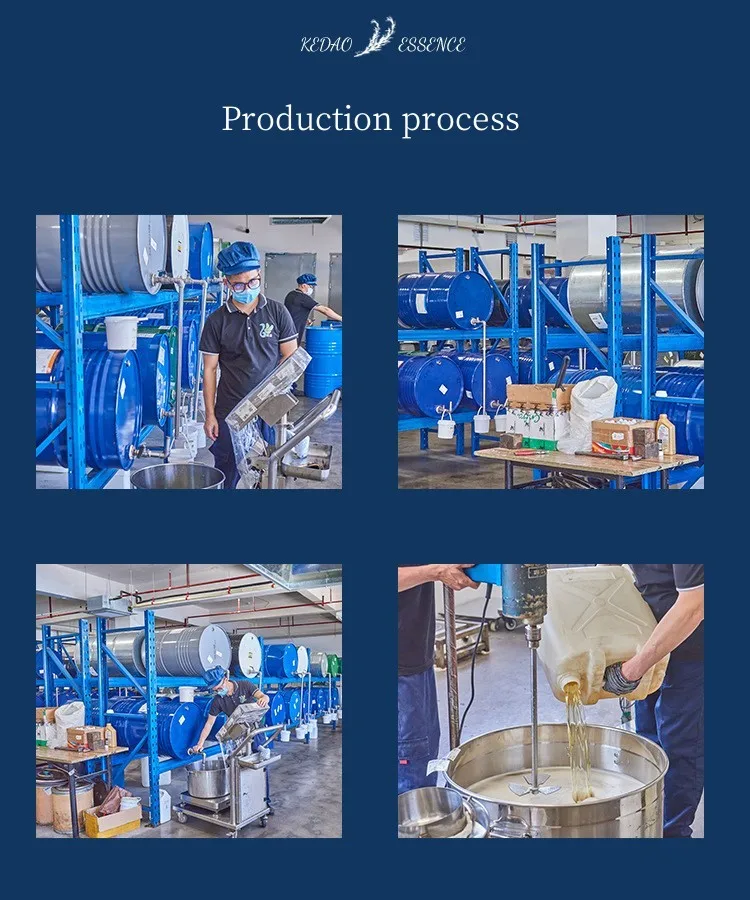
Preferred raw materials, rich production management experience.
Technical advantages:
Standardized design and research center leading core application technology.
Production advantages:
The company has an annual production capacity of 3000 tons of flavors.


We Recommend







New Arrivals
New products from manufacturers at wholesale prices






