




Homogenizer/Milk homogenizer/small milk homogenizer machine price for sale
- Category: >>>
- Supplier: Qingdao Cookimech Trading Co. Ltd.
Share on (1601264522337):
Product Overview
Description
Products Description


Title goes here.
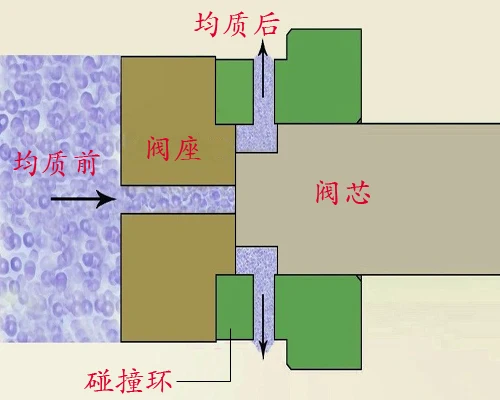
The unique principle of high-pressure homogenizers provides a simple yet effective means for countless process innovations and the development of various new products. The benefits of homogenization mainly include: improving the uniformity and stability of products, extending shelf life, reducing reaction time to save a substantial amount of catalysts or additives, altering the consistency of products, and enhancing the taste and appearance of products. Typical application areas are as follows:
Food and Beverage Industry:
Milk, soy milk, peanut milk, concentrated milk, cream, mixed cheese, various fruit-pulp natural beverages, ice cream, flower pollen liquid, Western and Chinese health-nutrition liquids, food additives, various seasonings, etc.
Chemical Industry:
Paint pigments, various emulsifiers, heavy fuel oil, disinfectants, bactericides, photosensitive emulsions, rubber gels, resin gels, thickeners, bentonite, flavorings, silicone materials, carbon black, magnesium oxide, titanium dioxide, etc.
Cosmetics Industry:
Cleansers, conditioning agents, shampoos, conditioners, perfumes, etc.
Pharmaceutical Industry:
Antibiotics, antacids, liquid formulations, intravenous emulsions, etc.
Biotechnology:
Cell disruption, protein extraction, enzyme engineering applications, etc.
Food and Beverage Industry:
Milk, soy milk, peanut milk, concentrated milk, cream, mixed cheese, various fruit-pulp natural beverages, ice cream, flower pollen liquid, Western and Chinese health-nutrition liquids, food additives, various seasonings, etc.
Chemical Industry:
Paint pigments, various emulsifiers, heavy fuel oil, disinfectants, bactericides, photosensitive emulsions, rubber gels, resin gels, thickeners, bentonite, flavorings, silicone materials, carbon black, magnesium oxide, titanium dioxide, etc.
Cosmetics Industry:
Cleansers, conditioning agents, shampoos, conditioners, perfumes, etc.
Pharmaceutical Industry:
Antibiotics, antacids, liquid formulations, intravenous emulsions, etc.
Biotechnology:
Cell disruption, protein extraction, enzyme engineering applications, etc.


Product Paramenters
Flow rate L/H | Maximum pressure(MPA) | Rated pressure(MPA) | Motor power(KW) | Dimensions (L×W×H) |
100 | 25 | 20 | 2.2 | 755*520*935 |
300 | 25 | 20 | 3 | 755*520*935 |
500 | 25 | 20 | 4 | 1010*616*975 |
1000 | 25 | 20 | 7.5 | 1100*676*1065 |
Details Images

NO.1
Appearance design
Made of stainless steel with high strength
Good gloss and corrosion-resistant

NO.2
High-pressure plunger
Alloy steel plunger, wear-resistant
Stable operation

NO.3
Pressure gauge
Pressure gauge
Pressure display
NO.4
Large-capacity oil tank
Large-capacity oil tank for increased oil volume
Convenient and durable operation


Why Choose Us

Company introduction
Please look for our brand, as all Cooki-related content on the platform is associated with us. Our company is located in Shandong Province, China, and was established in 2016 as an integrated industrial and trade group. Although our company is relatively young, our management team comes from large factories and has a technical background, ensuring the top quality of our products.This is why we have been able to develop rapidly in a short time. Our main products include jacketed kettles, sterilization pots,pasteurized milk tanks, and filling equipment. Notably, our sterilization pots and tanks hold a special equipment operation license granted by the Chinese government, a certification held by fewer than 100 companies in China. Previously, we primarily operated in the domestic market, but we are now ready to expand internationally. Therefore, we offer comprehensive procurement support, top-quality products, and competitive prices.





Our Advantages


Expertise:We believe in professionals handling professional tasks. Our team, composed of individuals with over 10 years of industry experience, ensures that each step—from design to production, from marketing to after-sales service—is managed by experts.


Precision:Details determine quality. We meticulously craft our products like works of art, ensuring every aspect, from component processing to final assembly, is rigorously controlled. This ensures our products are both functional and aesthetically pleasing, leaving a lasting impression on our customers.


Value:Providing high-value products to our customers is our constant goal. We strive to balance quality and cost, offering optimal solutions that provide great value for money and addressing our customers' concerns effectively.

Service:
Centered on customer needs and grounded in product quality, we aim to provide practical, durable, and user-friendly products. We want our customers to genuinely experience the ease, efficiency, and cost savings our products offer, making us a reliable and trusted partner.
Recommend Products
Product packaging


Our pasteurized milk tanks are shipped in wooden crates, while sterilization pots are typically shipped directly in containers due to their large size.
Exhibition

Thank you very much for reading!!
We Recommend







New Arrivals
New products from manufacturers at wholesale prices







