



Wuxi Pingsheng staight line type wire drawing machine/ wire pulling machine
- Category: >>>
- Supplier: Wuxi Pingsheng Science & Technology Co. Ltd.
Share on (60230418543):
Product Overview
Description
Wuxi Pingsheng staight line type wire drawing machine/ wire pulling machine
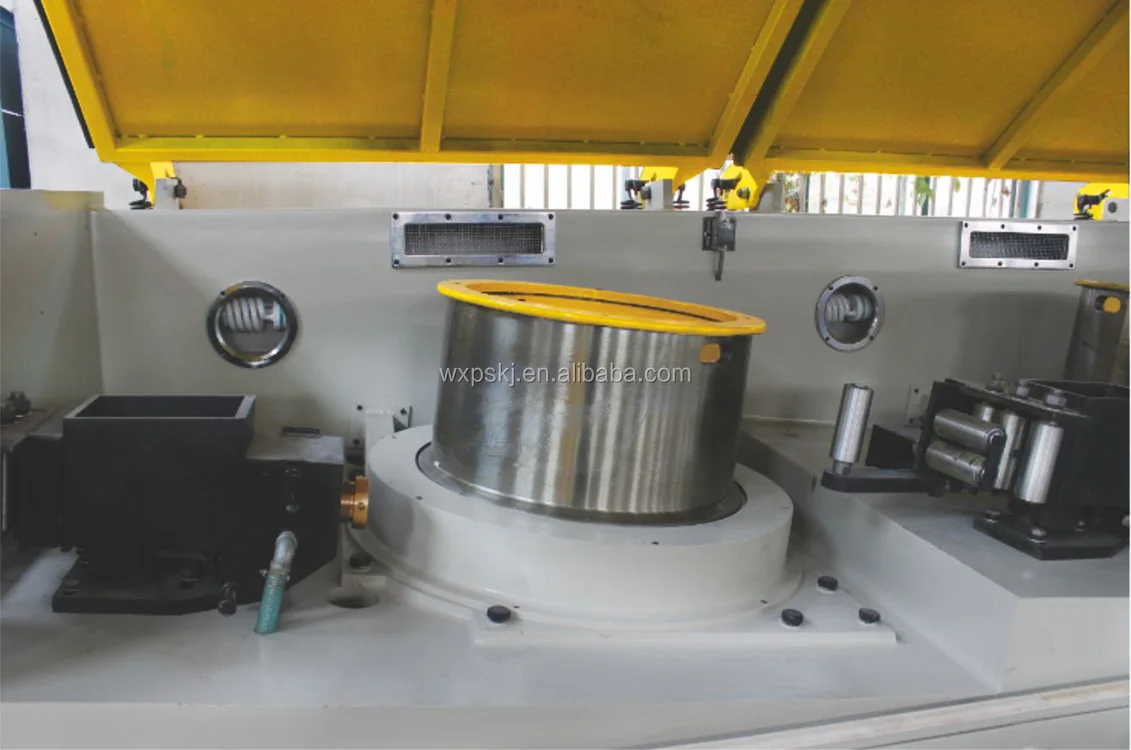
Product Display
a. Frame
It is the foundation of the whole drawing machine units. It is welded by buttress plate, bent steel, section steel. All materials are designed safety enough to enhance the rigidity.

b. Capstan structure
Material is ZG45 steel casting blank body, after quenching and tempering treatment, HB250. Dig 5mm depth on the working surface of capstan, then melt the tungsten, cobalt carbide, overlay welding. Then rough lathing, precision lathing, grinding and polishing, surface roughness can reach to 0.08μm, hardening layer height 300mm, depth is more than 3mm, HRC 58-62.
All the surface of capstan is processed by lathe, non-contact and operation surface’s roughness is 6.3μm, capstan inner wall sprays zinc, can effectively reduce the formation of cooling water scale.
Capstan spindle hole against axis beating up tolerance is ±0.03μm, capstan dynamic balance level is G6.3.

c. Capstan cooling
The main shaft of capstan is fixedly install an upper spiral water jacket, below is a water wheel. Capstan is mounted on the spindle, the lower part of water jacket and capstan inner wall form 10-15mm water storage. Circulation cooling water from the upper o water jacket to capstan inner wall, the water cabin is filled with cooling water will adequately cool the wounded steel wire. When capstan rotating, spiral groove will keep the cooling water to rise, then flow down along the capstan wall, discharge the water through the upper outlet, forming a good circulation water cooling.

d.Drive
Host straight line wire drawing machine, power by the AC frequency motor through high-frequency joint narrow V-belts, spread by the hardened reducer to capstan. Or power by the AC frequency motor through two high-frequency joint narrow V-belt to capstan.
e .Brake
Clamp brake mounted on the motor pulley, quick stop or emergency stop wire drawing machine, which can effectively brake. Its role not only as a brake, but also to prevent the reel reverse brake, release the clip close to the solenoid valve control clamp brake cylinder.
f. Drawing die box
Die box is welded structure, into two cavities. The guide roller is mounted into the side to ensure that steel wire can straight into the drawing die, die holder should be adjusted to wire tangent to enter the drawing rolls tuning roller installed at the entry end of the mold base tuning roll by a small cylinder put power, tuning the swing of the roller, so that the corresponding sensor output signal to fine-tune the speed of change. Tuning roller wire tension by adjusting the air pressure change, regulation range 0.15-0.6Mpa. The mold box is also equipped with a stirring device. Tuning roller side of the mold box, a gear reducer single-phase capacitance running motor through a sprocket, power passed to the stirring arm to stir the mold box, lubrication powder, without agglomeration affect lubrication.

g.Jump-mode device
When drawn wire specifications total compression rate is less than the required times drawing, can throw a drawing. Rejection mode principles: Inlet is small, outlet is fine, then dumped in front of passes; Inlet is big, outlet is rough, then throw behind the times. When the need dumped mold, the steel wire after the need to jump-mode machine mode box, and then into the next need to pull the mold box so that the wire can be within the effective stroke of the arm swing, thus ensuring the sensor can detect and adjust to match adjacent reel speed.
h. Mold cooling
Drawing Die use open direct water-cooled, adjust the inlet valve to control the water height, when you need to replace the wire drawing dies, close the inlet valve, fast water emptying, and then change the mode, before and after the wire drawing dies, seals available copper pad or aluminum pad.



More Product

About us


Exhibition

Paking&Shipping

FAQ
We Recommend







New Arrivals
New products from manufacturers at wholesale prices






