
























Линейный деформатор из металлической фольги
- Category: >>>
- Supplier: HT Sensor Technology Co. Ltd.
Share on (60708020005):
Product Overview
Description
Detailed Images
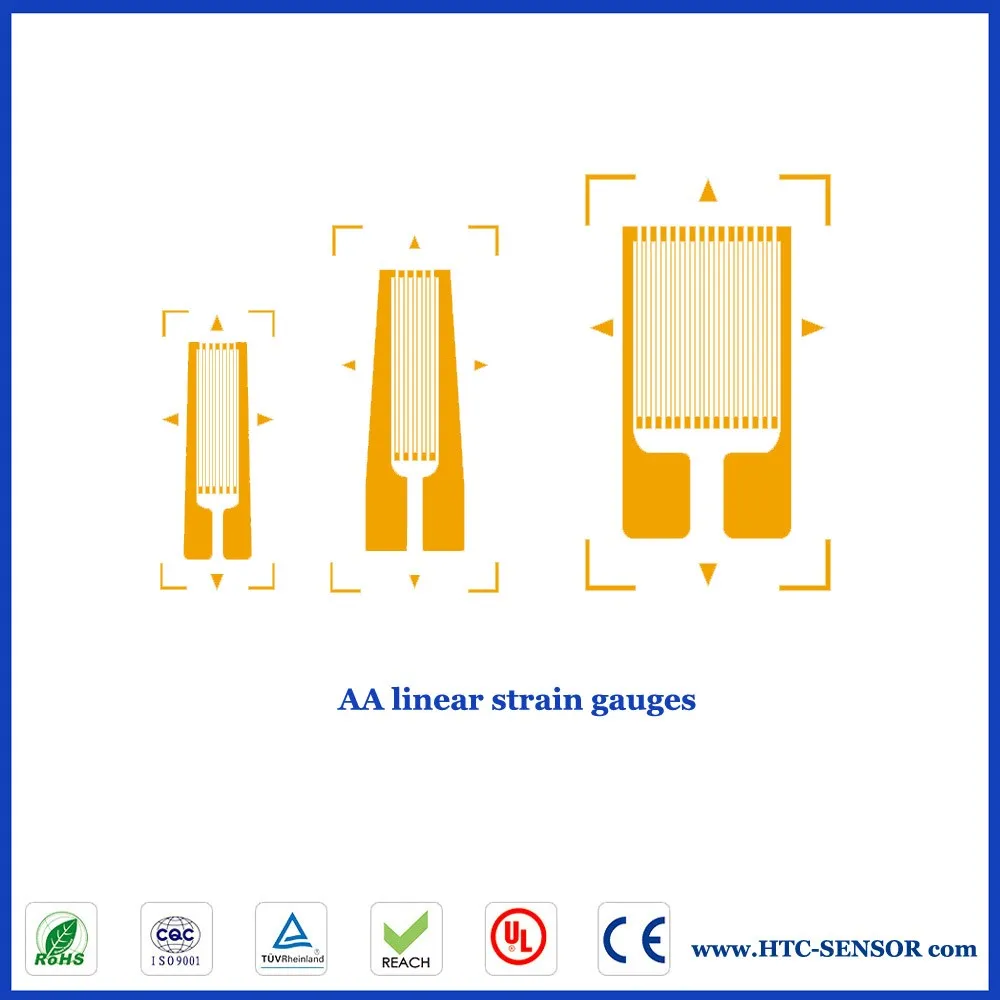
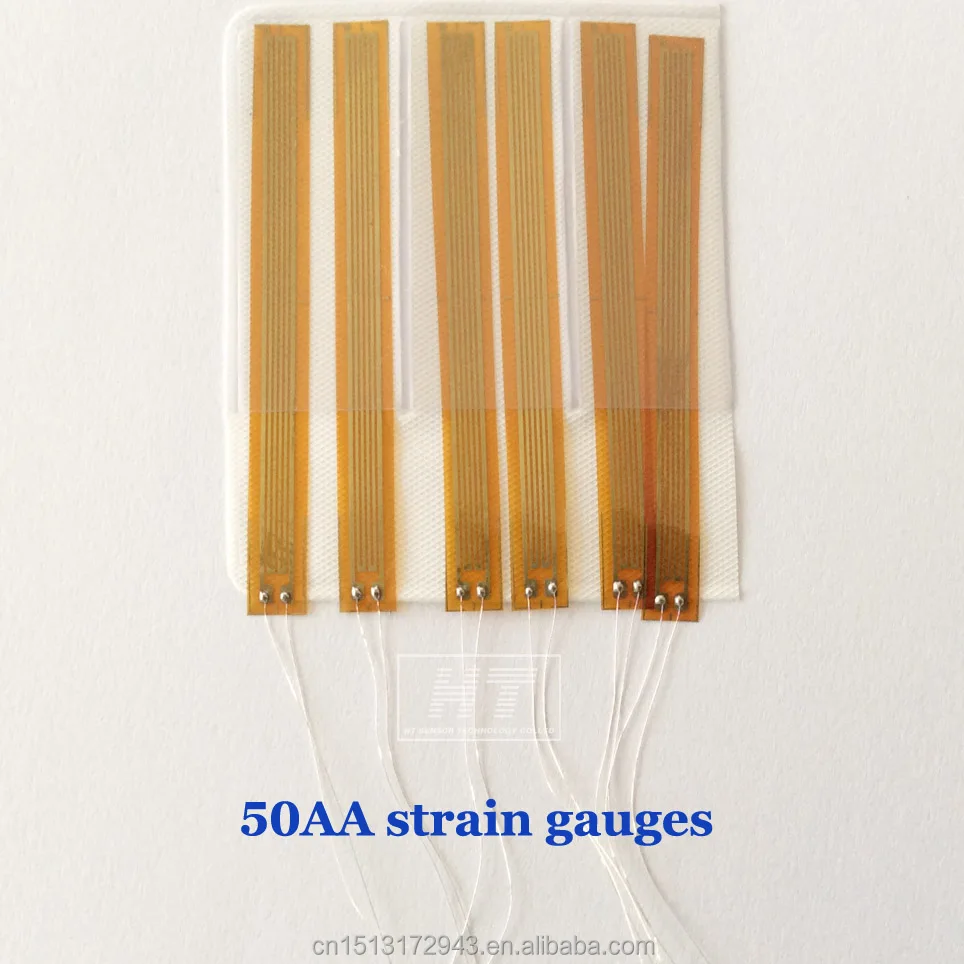
AA linear Metal foil strain gauge for stress analysis
0.5AA, 1AA, 2AA, 3AA, 5AA, 6AA
100AA~10AA
AA type with Insulated wire
BF350-3AA-(11)-N9-3cm copper lead wire
BF350-3AA-(11)-N9-no lead wire
Inner packing
Outer packing
Product Description
BF series
modified phenolic resin backing, constantan alloy, encapsulated gauges with temperature compensation and creep compensation; high accuracy, good stability , for manufacturing precision transducers (0.02%FS)
BA series
Polyamide resin ,constantan alloy, encapsulated gauges with temperature compensation, high elongation, wider operating temperature range, suitable for stress analysis under 150 ℃ and build in 0 . 0 5 % F S accuracy transducers.
ZF series
Modified phenolic resin backing karma alloy encapsulated gauges with temperature compensation and creep compensation (or modulus compensation) high accuracy good stability, high resistance, small power loss for manufacturing 0.02%FS accuracy transducers.
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | \t | \t |
| \t | \t | ||
| \t | \t | ||
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
| \t | \t | \t | |
Past strain gauge
Step 1
Prepare all instrument and Test the
resistance firstly.
Step 2.
Marking the 45°angle’s cross stripes by the paste direction.
Step 3.
Polish the surface of bonding site by sandpaper.
Step 4
Wipe the bonding site in a single direction (must not reciprocated wiping) with absorbent cotton that dipping in or acetone till the absorbent cotton become white.
Step 5.
Strongly brush adhesive all over the bonding site and fundus site thin and equably with technical brush.
Step 6.
Cover with Polytetrafluoroethylene sheet, and roll press the strain gauge over the sheet with finger along with the axes direction, press out the protruding adhesive and air bubble.
Step 7.
Welding the lead wire. Be careful that the wire is easy to be connected to the elastomer.
Setp 8.
It must solidify according to the specification of adhesive, and can’t stop power during solidify.
Step 9.
Paste quality inspection
a. Resistance changes after Strain gauge paste; b. Insulation resistance;
c. Paste position accurate or not
Trust HT Sensor
We Recommend







New Arrivals
New products from manufacturers at wholesale prices






