






88Ton 880KN Hot Chamber Die Casting Machine for Zinc Injection
- Category: >>>
- Supplier: Ningbo Dongfang Die-Casting Machine Tool Co. Ltd.
Share on (649402691):
Product Overview
Description
J219A 88ton hot chamber die casting Machine features
1. 880kN/88T Hot Chamber Die Casting Machine
2. Sutiable for zinc and lead alloy
3. PLC and person-machine interface
4. 3-moment locking module to protect module and die
5. 3-pot automatic lift structure to keep more balance and convenient
6. Constant and effective hydraulic boosting to make injection rate over 6m/s

The hot chamber die casting machine could process low melting point metal of colored alloy of zinc and lead, which is widely used in automobile and motorcycle parts, instruments, household hardware and home appliances industry.
Hydraulic pressure is controlled by flow and pressure proportion value. Its speed and pressure can be regulated. Hydraulic boosting is constant and effective, injection rate over 6m/s. Three-pot automatic lift structure makes module lift more balanced and convenient.
The die casting machine adopts 3-moment locking module, low pressure effectually protects module and die.
The zinc hot chamber die casting machine is equipped with electronics and hydraulic pressed parts of import. The machine is controlled by program to be stable and reliable.
| The project | unit | J219A |
| Die locking force | kN | 900 |
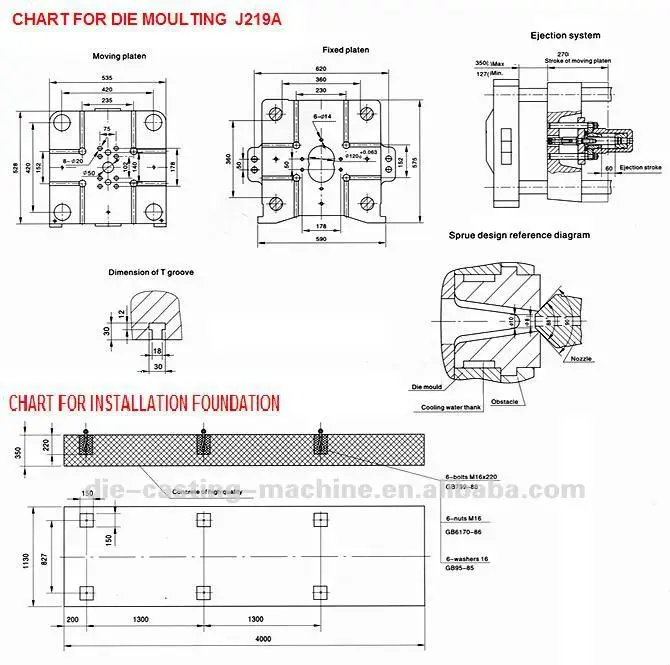
| Stroke of moving platen | mm | 270 |
| Inner space between the bars (HxV) | mm | 360x360 |
| Thickness of die block (HxV) | mm | 120x360 |
| Injection force | kN | 75 |
| Injection stroke | mm | 130 |
| Ejection force | kN | 60 |
| Ejection stroke | mm | 60 |
| Diameter of shot sleeve | mm | 50 |
| Max projecting area of casting | cm2 | 236 |
| Working pressure of vane pump | MPa | 12 |
| Motor power | kW | 11 |
| Dosage of fluid metal per shot (zinc) | kG | 1.6 |
| Effective volume of crucible (zinc) | kG | 350 |
| Oil consumption of burner | kg/h | 1.5-6.0 |
| Volume of oil tank | kG | 250 |
| Machine weight | kG | 4700 |
| Overall dimensions (L*W*H) | mm | 4300x1800x2250 |
Details of 88Ton hot chamber zamark die casting machine


Electrical operation system
The die casting machine is equipped with an electrical control cabinet, which is connected to the main switch of power supply. The voltage range of fluctuation (allowable) must be limited within 10%, or else a voltage regulator must be installed.
There is a set of microcomputer control unit in electrical control cabinet, which is used to control transistor amplifying plate and then control action of electromagnet and contactor.
Die-closing unit
The die-closing unit consists of platens, oil cylinders, four tie bar and other parts. The action of
moving platen is performed by the piston rod which can drive the toggle unit. As the process of die-closing is carried out from high speed to lower, it is impossible to induce impact case. The
expanding-force of toggle unit and ultimate die-closing stability, ensure a prompt die-opening and die-closing action.
Injection unit
The injection unit has following characteristics: The die-casing chamber and the piston are immersed into molten metal. The gooseneck kettle is equipped with a layer of steel jacket. A jet pipe is mounted on the mouth of gooseneck kettle. Nozzle is connected closely with the fixed platen. Molten Metal is injected from gooseneck kettle into die-casting mould by vertically-moving piston. When injection piston returns, molten metal will return into gooseneck kettle automatically.
Hydraulic pipeline system
The working pressure of the hydraulic system is 12Mpa. In pressure system, configure multi-stage pressure system and multi-flow control system. The pipeline system consists of three hydraulic combination plates, pressure die-closing control hydraulic plate, injection system hydraulic plate, ejection hydraulic plate. All the hydraulic elements are installed on each of three hydraulic plates.


About us


* With a history of over 40 years * Factory Area: 40,000 square meters
* Employees: 50-100 people * Production Capacity: 300-500 sets per year
* Company owned Tech & Research center * Main Machines: 100 sets
We Recommend







New Arrivals
New products from manufacturers at wholesale prices






