




WCB/SS304/SS316 8 gate valve stainless steel gate valves
- Category: >>>
- Supplier: Suzhou Ephood Automation Equipment Co. Ltd.
Share on (941177186):
Product Overview
Description
Product Description
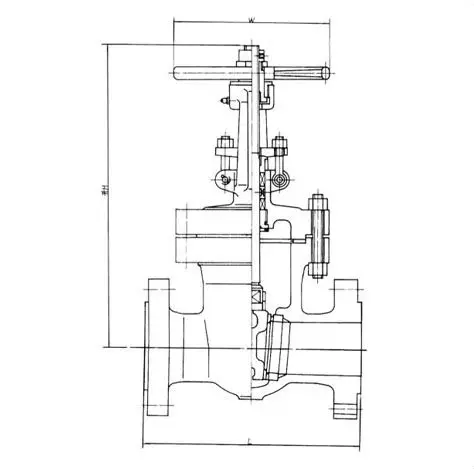
WCB/SS304/SS316 8 gate valve stainless steel gate valves
Product details
Gate valve is closed parts along the pathway of the center line of the vertical direction of the valve. Gate valve in the pipeline mainly used as cut off. Forged steel gate valve is a valve USES is very wide, average diameter DN50 mm or cut off the device to choose it, sometimes diameter small cutting device selection gate valves.
WCB/SS304/SS316 8 gate valve stainless steel gate valvesGate valve installation and maintenance should be paid attention to the following:
Hand wheel, lever and the transmission mechanism is not allowed for lifting, and collision is forbidden.
Double disc gate valves should be installed vertically (that is, the valve stem in a vertical position, the handwheel at the top).
Before the gate valve with a bypass valve in the open should be open the bypass valve (import and export by balance of pressure difference and reduce the opening force).
Belt drive mechanism of gate valve, according to the regulations of the product instruction manual installation.
If the valve switch is used, often lubrication at least once a month.
Applicable standards
Steel gate valves, API 600 / API 6D
Steel gate valves, ISO 10434 / ISO 14313
Steel valves, ASME B16.34
Face to face, ASME B16.10
Flanges end, ASME B16.5
Buttwelding ends, ASME B16.25
Inspection and test, API 598 / API 6D
Manufacturing Process
STANDAR3DISATION
All products are manufactured in accordance with the guidelines of International Standard accepted all over the world such as Manufacturers Standardisation Society (MSS), American Petroleum Institute (API), American Society of Mechanical Engineers (ASME), British Standard (BS), Bureau of Indian Standard (BIS).
PROCURMENT OF RAW MATERIAL
In the manufacturing process we require Castings of different grades, Stainless steel Bars, forgings, hardware, gaskets & paints. All raw material purchase from the reputed & genuine concerned supplier.
QUALITY CONTROL
All raw materials are checked by our Quality Assurance Department prior to manufacturing process. For an example, when we received the castings, it is checked visually and dimensionally for machining tolerance. We also check the foundry chemical Test Certificate and physical test certificate, compared to suitable international standard and passed to machining shop for the further process, if it is rejected it is send back to the supplier.
MACHINING
The raw material issued to the machine shop for the machining, is machined strictly as per the relevant drawings.
INPROCESS TESTING
If it is found OK dimensionally the valve body and bonnet are sent for the hydro testing. All internal parts such as seat, disc, stem are measured by the Vernier Caliper or micrometer, if it is found O K than pass to assembly section for the further assembly. All the valve body and bonnet are tested on the motorized pump or hand pump as per the relevant standard. The theory being, when the body or the bonnet is under pressure there should not be any leakage or drops of the testing fluid from any portion of the castings. If any leakage observed, it is rejected and sent back to the foundries.
ASSEMBLY
The body and bonnet, which are Hydrostatically O K, are sent to assembly section, duly handled with care to avoid the scratches on the machined surfaces. In the assembly section body and bonnet are drilled on drill machine with the help of jigs & fixtures for uniformity and interchangeability.
LAPPING
In metal to metal seated valves, seat & disc/plug are lapped by Rough Lapping Paste to smoothen the seating surface and than lapped with very fine grade lapping paste for the proper sealing of disc & seat surface, to ensure zero leakage.
TESTING
After assembly of new complete valve is sent for Hydrostatic Testing. If no leakage is found as per the relevant standard, it is sent to finishing section.
FINISING/PAINTING & PACKING
The valve body and bonnet is debarred and finished by flexible shaft grinders for better appearance. One coat of corrosion resistance primer (red oxide) is sprayed, and colored as per the codes, twice for superior surface look.
Valves are packed either in wooden boxes or Gunny bags duly protected by ends enclosures and soft material to avoid any damages during transit.
Main Features
Body & Bonnet made from high quality casting with liberal sections. The castings are precision machined for high performance
Bi-Directional Shut-Off
Die moulded Graphite (Grafoil) Packing Rings, controlled clearance between stem, gland and bonnet bushing for guaranteed low emissions and also suitable for higher temperature.
Deep stuffing box is providing for tightness and maximum long packing life.
Swinging Eye Bolts facilitate easy access to the stuffing box.
Back seating feature facilitates repacking of the stuffing box on line with the valve in fully open position.
Seat Ring Screwed in to the body are replaceable type. Seal welded type Seat Ring & Integral Seat cab also be offered on special request.
Stellited Disc, Seat Ring & Back Seat can also be offered on special request.
Higher Pressure & Higher Size Valves are provided with Thrust Bearings and also with Gear drive arrangements.
In built wear life for long duration of service.
Material of Construction
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
Design & Testing International Standard
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
| \t | \t |
Special Options
Extended Bonnet design for low temperature and cryogenic services.
Flexible / Solid Wedge / Double Disc Type
Gland Seal Design (Water Seal) With Lantern Ring
Bolted Bonnet / Pressure Seal Bonnet
Gear / Pneumatic Cylinder / Hydraulic Cylinder / Electrical Actuator Operated
Locking Arrangement
With NACE MR 0175
Tailor Made Valve
Detailed Images
Packing & Delivery
We Recommend







New Arrivals
New products from manufacturers at wholesale prices






