






Высокочистая система разделения дешевые масляные баки мембранный бутановый аппарат для сжиженного нефтяного газа
- Категория: >>>
- Поставщик: WOBO Industrial Group Corp.WOBO Corp.
Сохранить в закладки 1601057803497:
Описание и отзывы
Характеристики
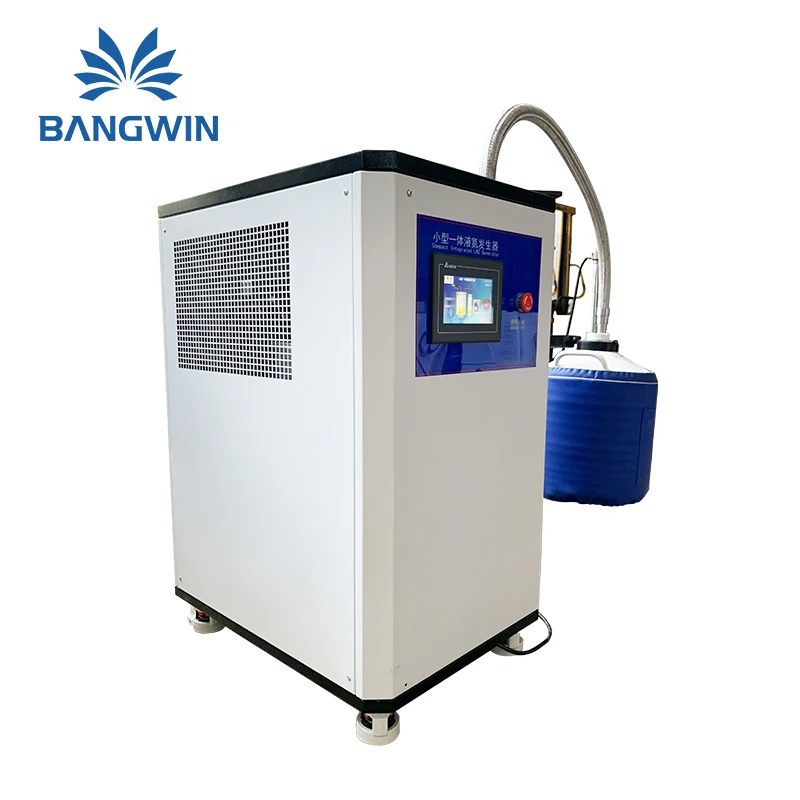
Membrane-Based Gas Recovery For Gas Stations And Oil Depots
Best Choice Vocs Gas Permeable Plant High Purity Fueling Station Membrane Heptane Oil Gas Recovery Equipment

Product Description
OIL GAS RECOVERY UNIT


The core membrane components of the oil recovery equipment mainly consist of two major types: rolled membrane and stacked membrane.
Product Solution
Our advanced membrane/compression-condensation-stacking system efficiently separates and recovers oil and gas. Compressed to 0.8 MPa, the oil and gas undergo cooling and condensation, with excess vapor condensed into high-quality gasoline for recovery. The non-condensed gas undergoes further separation using a membrane separator, and the clean air permeate is released into the atmosphere. This system is highly efficient and energy-saving.


Our innovative system combines membrane and activated carbon adsorption for efficient oil and gas separation. It activates automatically when gas pressure exceeds 0.8Pmax, ensuring compliance with emission standards. The compressor and vacuum pump work together to compress and separate gas, with the separated components appropriately processed. The system enters standby mode when pressure drops below 1.2Pmin. Upon pressure increase, it restarts, offering an energy-efficient solution for vapor recovery.


Technical Features
* The closed loading unit reduces oil and gas evaporation from the source, ensuring effective collection of oil and gas.
* The perfect integration of condensation and catalytic oxidation technology achieves high recovery rates while meeting emission standards for characteristic pollutants in exhaust gases (non-methane total hydrocarbon removal rate >97%, benzene <4 mg/Nm3).
* Utilizes imported metal honeycomb precious metal catalysts for excellent catalytic performance, high mechanical strength, and long service life.
* Flameless catalytic oxidation ensures safety, reliability, and flexibility in handling variations in exhaust gas flow and oil and gas concentrations.
* High degree of automation, simple operation and maintenance, and low operating costs for significant economic benefits.
* The perfect integration of condensation and catalytic oxidation technology achieves high recovery rates while meeting emission standards for characteristic pollutants in exhaust gases (non-methane total hydrocarbon removal rate >97%, benzene <4 mg/Nm3).
* Utilizes imported metal honeycomb precious metal catalysts for excellent catalytic performance, high mechanical strength, and long service life.
* Flameless catalytic oxidation ensures safety, reliability, and flexibility in handling variations in exhaust gas flow and oil and gas concentrations.
* High degree of automation, simple operation and maintenance, and low operating costs for significant economic benefits.
* Leading technology, mature and reliable, with wide applicability (applicable to gasoline, diesel, chemical products, intermediate product tank areas, loading, and ship loading of oil and gas).
Performance of the new oil recovery treatment system | ||||
Oil Recovery Unit | Organic Compound Recovery Rate | >95% | ||
Catalytic Oxidation Unit | Non-Methane Total Hydrocarbon Removal Rate | >97% | ||



Company Profile

WOBO Group has been engaged in the cryogenic and air separation industry for decades. It operates a variety of products such as cryogenic vessels, air separation equipment, chemical storage and transportation equipment, etc. It has always been our aim to provide customers with the best products and solutions.
WOBO Group has technically cooperated with a number of large-scale famous membrane manufacturers, and jointly developed with well-known domestic universities and colleges, and established a comprehensive laboratory for production inspection and testing. At present, WOBO membranes have been applied in more than 30 countries around the world.
WOBO Group has technically cooperated with a number of large-scale famous membrane manufacturers, and jointly developed with well-known domestic universities and colleges, and established a comprehensive laboratory for production inspection and testing. At present, WOBO membranes have been applied in more than 30 countries around the world.



Похожие товары

Конкурентоспособная цена профессиональный продукт PSA 60NM3 80NM3 110NM3 93% кислородная жидкость для использования в больницах
46 000,00-50 000,00 $

Лучшее низкое давление без масла VPSA кислородный генератор кислорода делая машину
61 000,00 $

Завод N2 генератор популярный небольшой азотный оборудование портативный Газовый Генератор
5 000,00-6 000,00 $
Подгонянное оборудование для генерации газа генератора азота 220V/380V жидкого
34 000,00-40 000,00 $

Высокопроизводительная модульная система генератора кислорода PSA с интегрированным управлением для оборудования производства газа фармацевтической промышленности
7 000,00-9 000,00 $

Генератор кислорода высокой чистоты портативная станция розлива для медицинского использования
8 500,00-10 000,00 $

Система генерации азота PSA сжатый воздух азотный N2 генератор на продажу
70 000,00 $
Новые поступления
Новинки товаров от производителей по оптовым ценам
Светлая Золотая морская солнечная энергия ландшафтное украшение постмодерн минималистский стиль чистая ручная роспись маслом 24x3 1 дюйм/60x80
35-53 $

Европейские антикварные простой Последние двойной металлической кровати

Автоматизированная складская система автоматического хранения в Гуанчжоу Eyda с эффективными стеллажами и
10 000-35 000 $
Декоративный чехол для PS5 Сменный Чехол консоли пластины Playstation5 пылезащитный с защитой от царапин
7,50-7,70 $

Лучшее качество детские подгузники для сухих подгузников новорожденных размер 2 4 и большие доставка или
3 $

Выключатель для формованного корпуса Schneider NSX100N 50KA AC 3P3D 25A TMD новая модель C10N3TM025

Буф2-.. М .. Краны

Оптовая продажа высококачественный сублимированный клубничный порошок Заводская поставка
5,50-6,40 $