Высокотемпературная проволочная проволока из никель-хрома под заказ промышленная печь никель-Хромовая
1,99-2,99 $






Сохранить в закладки 1601298700552:
| Accurate in reading drawings & Fast in delivery & Exact dimension control & 100% quality control & OEM Service & Strict material inspection & Prompt quote & lead time guarantee | |
| 1.Product Name: | Steam Trap |
| 2. Material: | Carbon Steel, Alloy Steel, Stainless Steel,Tool steel |
| 3.Material Standard: | ASTM,AISI,ASME,SAE,NF EN,DIN EN,ISO,,BS EN,SS,etc. |
| 4. Items: | FOB Ningbo or Shanghai,China |
| 5. Lead time: | 30~40 days |
| 6. Place of origin | Ningbo, China |
| 7. Software for specification drawings: | PDF, Auto CAD, Solidworks, JPG, ProE,etc. |
| 8. Main production equipments: | Wax injection, CNC-machine-center, Lathe, Milling machine,Drilling machine,Boring Lathe,Grinding Machine, Heat treatment Furnace. |
| 9.Heat Treatment Machine: | Mesh-Belt-Furnace,Carburizing Quench Furnace,Chamer Furnace,etc. |
| 10.Surface Treatment: | Cold/Hot Zn Plating,Blackening Treatment(Salt Spray Test 48-96 hours),Ni Plating,Cr Plating,Spraying Undercoat,Anti-Rust Paint,Surface Paint,Plastic Paint,Coated Anti-Rust Water,Anti-oil,etc. |
| 11.Surface Heat Treatment: | Medium Frequence Quenching,High Frequence Quenching and Carburizing and Quenching,Oil Quenching,Water quenching,Normalizing,Temper,Annealing,etc. |
| 12.Dimension Inspection: | Calipers,Height Laugue,Micrometer Calipers,Inside Caliper Gauge,Angle and R Gauge,Three coordinates measuring instrument. |
| 13. Productivity: | 50000 pcs / year |
| 14. Packaging: | Wooden package after mandatory treatment or other |
| 15. They are using for mining equipment,Construction equipment,Agricultural equipment and others. | |
| 16. We make Steam Trap in Ningbo,process include sand casting,investment casting and silica sol casting. | |
| 17. Export Markets: Australia steam trap; America, U.S.A. United States steam trap parts; Canada steam trap; U.K. England, Britain steam trap ; Germany steam trap; France steam trap ; Italy steam trap ; Spain Espana steam trap; Holand steam trap ; South Africa steam trap ; Danmark steam trap ,Sweden steam trap ; Finland steam trap. | |
| 18.Supplier:China steam trap factory;China steam trap Precision company;China steam trap Co.,Ltd;China steam trap INC;China steam trap corporation;China steam trap Manufacturer;China steam trap supplier; China steam trap inc , China steam trap corp. | |
| 19.Relationship Information:Ningbo steam trap factory;Ningbo Precision company;Ningbo steam trap Co.,Ltd;Hangzhou steam trap factory;Hangzhou steam trap company;Hangzhou steam trap Co.,Ltd;Zhejiang steam trap company;Zhejiang steam trap Co.,Ltd. | |
| If you have any other question, please feel free to contact us. | |
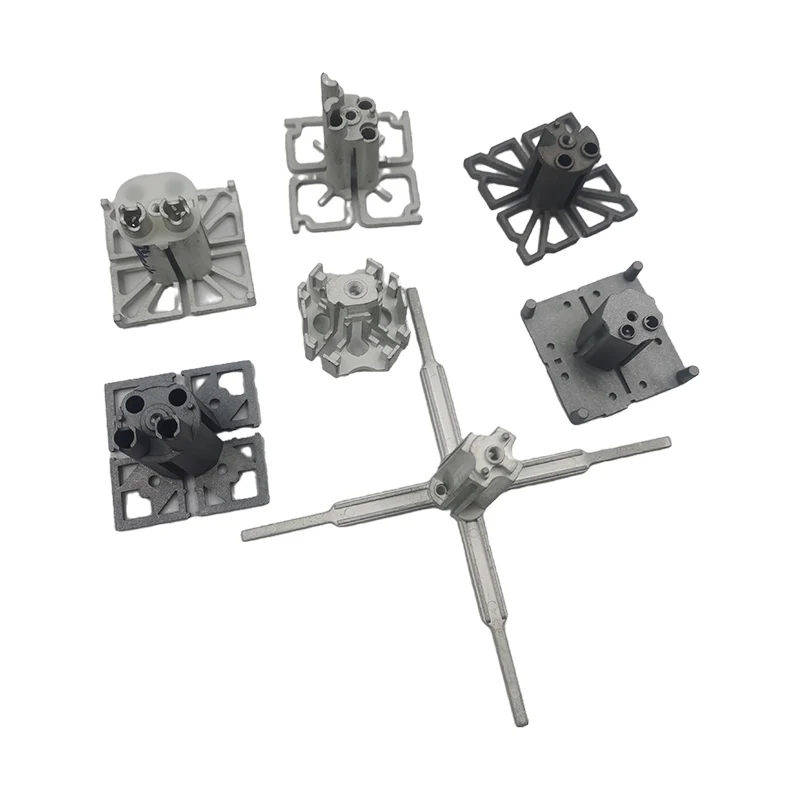
Investment casting process
 |  |
1. Mould Designing Strictly making 3D model based on customer's drawing dimensions, and mastered the contractibility rate for all types of material. | 2. Wax Injection Wax design of the desired castings are produced by injection molding. These designs are called patterns |
 |  |
| 3. Assembly The patterns are attached to a central wax stick, called a sprue, to form a casting cluster or assembly. | 4. Shell Building The shell is built by immersing the assembly in a liquid ceramic slurry and then into a bed of extremely fine sand. Up to eight layers may be applied in this manner. |
 |  |
| 5. Dewax At this point, all of the residual pattern and gating material is removed, and the ceramic mold remains. The mold is then preheated to a specific temperature and filled with molten metal, creating the metal casting | 6. Mould Shell Roast: This process is to put the lost-wax shell into the roast furnace and make them harder. Heating the Mould shell before casting is also to ensure the better products surface texture. |
 |  |
7. Smelting the Liquid Steel: Allocate the chemical composition and sampling before steel casting. | 8.Spectrochemistry Analysis Inspection on materials by spectrometer testing. |
 |  |
| 9. Pouring In the conventional process, the shell is filled with molten metal by gravity pouring. | 10. Cut Off The parts are cut away from the central sprue using a high speed friction saw. |
 |  |
11.Heat Treating Carbon steel and low-alloy steel need normalizing and temper, oil-quenching, water-quenching and so on. We can set out different heat treatment method as per different requirement from customers. | 12. Grinding Grinding is to modify the out of flatness on casting head after casting cuttig and to modify the burring and splashings in the process of casting cycle. |






Новинки товаров от производителей по оптовым ценам