

XD-168 Kamege Double Wheeled Belt Edge Leather Grinding Machine
US $955.00-$1100




Share on (60245880922):
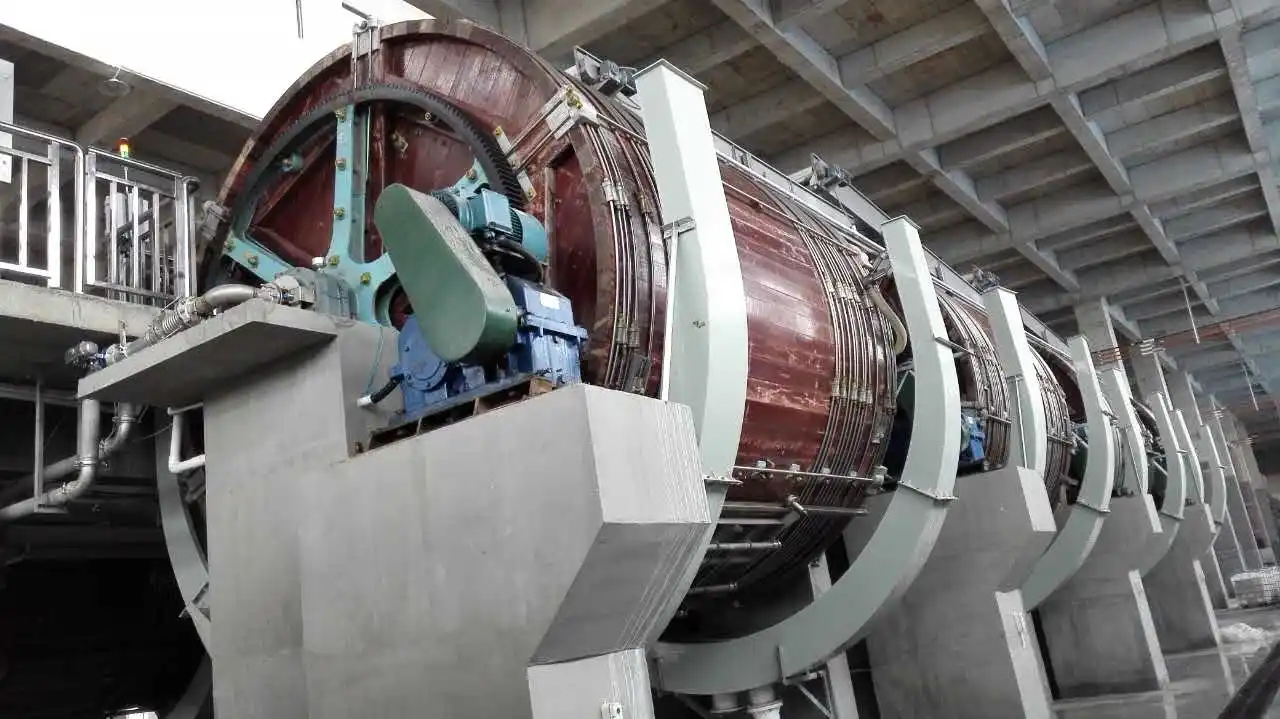
Italy quality overloading tanning drum


|
The Specification(mm) |
Φ3500X3000mm wooden overloading drum |
|
|
Loading capacity |
If leather :water=1:2.For liming, load 7 ton leather For tanning, load 4.6 ton leather |
|
|
Drum body |
Wood Material |
Imported Ekki from Africa |
|
Plate thickness(plank) |
80mm, 1400kg/m3 |
|
|
Wood Guarantee |
15 years |
|
|
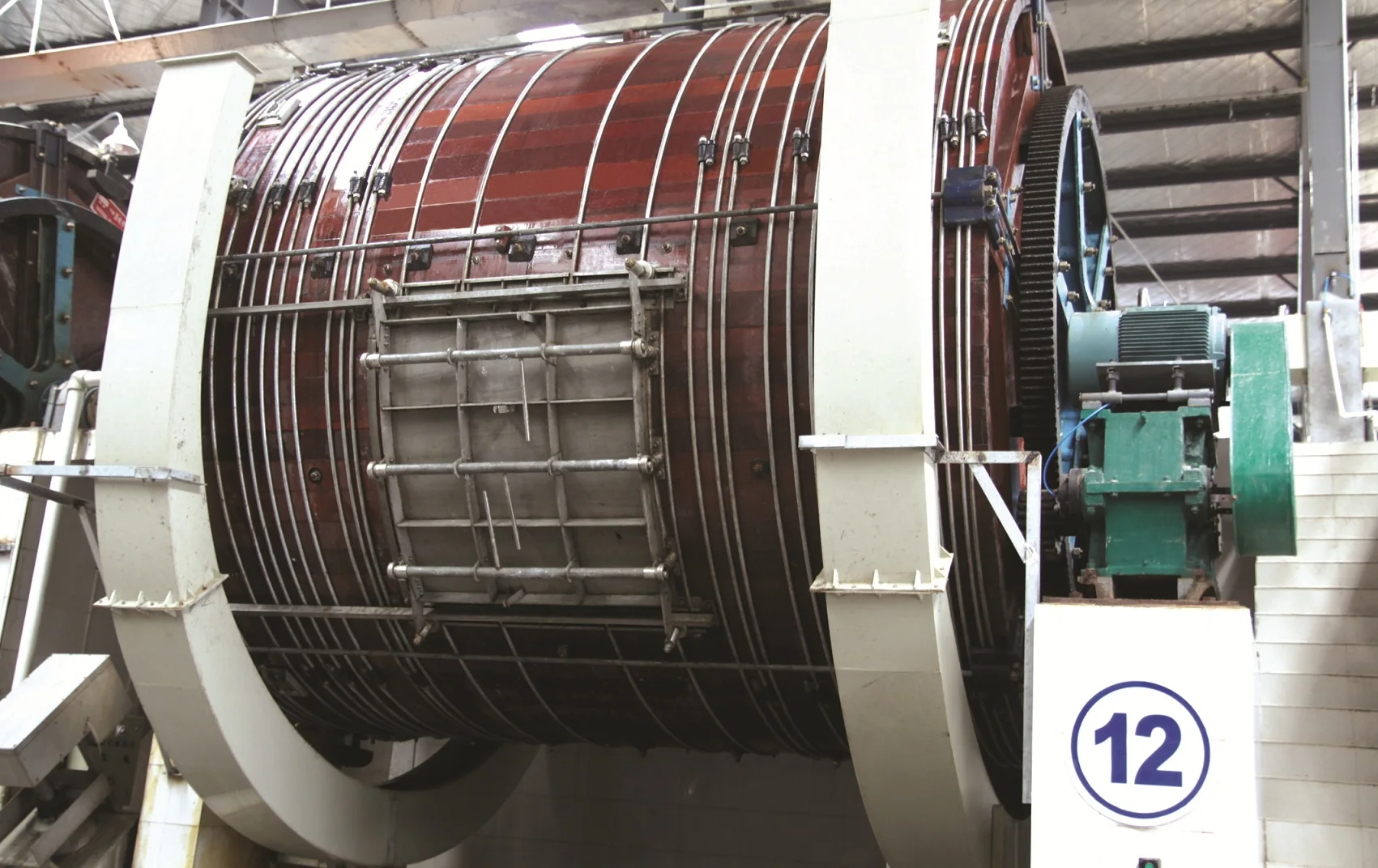
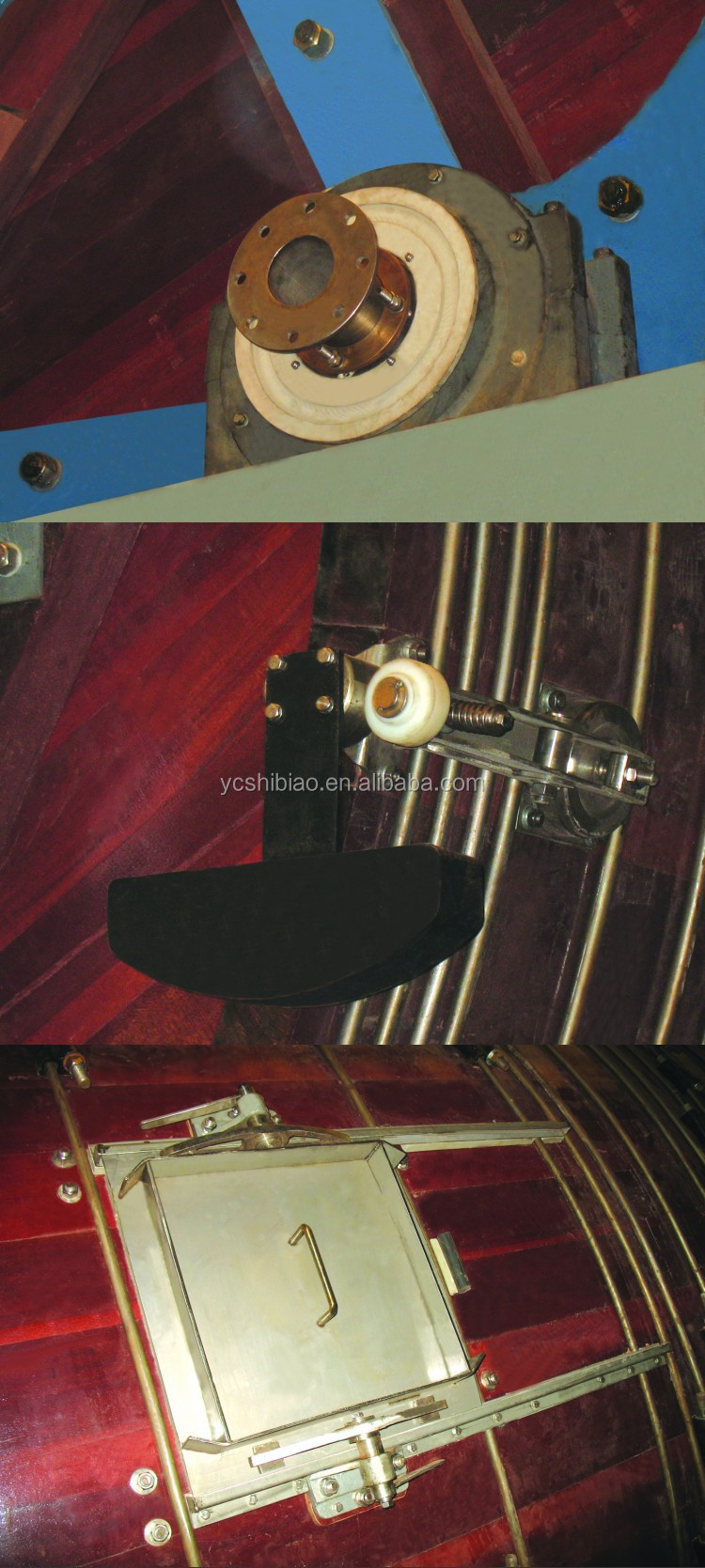
Drum’s door |
Material and style of the door |
AISI 316L Stainless steel traversing gate, screw is AISI 316L stainless steel |
|
Dimension of the door |
Size of large door 1000x1000, size of small door 450x450 |
|
|
Gearwheel |
Φ2800mm,M12 |
|
|
Material |
||
|
Guarantee |
All use life except normal abrasion |
|
|
Spider/star |
Diameter |
Φ2600mm |
|
Material |
||
|
Guarantee |
All use life except normal abrasion |
|
|
Assembly screws for gearwheel and star |
PP nylon cap, 45# steel screws |
|
|
Drum Revolution speed |
4 rpm , single speed, (made as request), Customer need confirm drum speed |
|
|
Motor |
30kw Customer need confirm voltage and frequency |
|
|
Gear box |
Hard-surface gear,224 style Specially used in drum ,and provide pneumatic brake Customer need inform the gear box direction, it means it’s on left or right side when person faces drum standing on the ground. |
|
|
Pinion of gear box |
Wear-resistant steel pinion |
|
|
Main spindle and the bearing |
Main spindleZG45#,provide 22240 self-aligning bearing |
|
|
Drain valve,water guide |
All Material of drain valve are AISI 316L stainless steel, draining two sides ,3 valves each side . One side water guide, PP material |
|
|
Vent valve |
Venting one side,3 valves, AISI 316L stainless steel |
|
|
Outside drum |
CranesΦ20x14,transverse braceΦ25x6, vertical rodΦ22x12,all Material are 45# steel . Cranes hot galvanization |
|
|
Drainage banana |
2 PP material drainage bananas |
|
|
Inside drum Shelf |
3 Huge diagonal inclined shelves, I-stainless steel frame |
|
|
Rotating joint |
Combine with stainless steel and bronze |
|
|
Inside Screws touched leather |
Except PP nylon cap for gearwheel and star, other touched leather screws are AISI 316L stainless steel material |
|
|
Electrical control cabinet |
Every drum has a cabinet with functions of forward and reverse starting, crawl, controlling total working time, reduced voltage starting and brake lag. |
|
** Our collections are presented at the relevant trade fairs each year. In these collections, we present a large number of current trend type in combination with both new functions and well-established machines.
*** Our customers can choose from a large variety of machines for from raw hides to finished leather.
Lime / Liming
The first step in the liming drum is the soaking of the hide.
Using water, the raw material is cleaned of any natural hide dirt.
The main objective in soaking the hide is to restore it to its natural condition as on the living animal with a water content of approximately 65%
After this, the liming takes place in the same drum.
Here, substances that can´t be turned into leather, such as natural oils and proteins, are washed out of the hide.
By adding lime and sodium sulphide, the ph-value during the dispensing process is raised. By doing so, hair is chemically removed from the surface of the hide.
Soaking and liming are carried out in one process, which typically lasts from 24 to 36 hours.
The limed and dehaired hide is now called pelt.
Fleshing
In the fleshing excess flesh and fatty tissue from under the pelt is removed mechanically.
Afterwards, the defleshed pelt is trimmed. During this process, the sections of the root of the tail, the navel, the kneecaps, and other unwanted parts of the hide are cut off.
Splitting
A bandknife is used to split the pelt horizontally into a grain split and a flesh split.
The grain or leather split is later processed into upper leather.
The flesh split is usually processed into split leather, but is here supplied to the gelatin industry. It is far too thin to be used as split leather, because the leather split is cut extra thickly.
Tanning
The central flow of work during leather fabrication is the tanning, which takes about 20 hours and follows a special formula carried out in a drum.
Until it is tanned, the hide is perishable. Only by tanning is the hide preserved and made durable.
This process is made up of five steps, which take place one after another in the tanning drum: deliming, bating, pickling, tanning, and basification.
During the first step - deliming -, the lime added in the liming drum is released, this step is carried out using carbon dioxide, which is very environmentally friendly.
During the next step - bating-, collagen and other proteins are removed in a regulated way by the use of enzymes. By doing this, the fibers become more flexible and the leather becomes softer.
In the pickle, the ph-value of the hide is lowered by adding acid and salt to prepare the hide for the addition of tanning agent.
When the hide has reached a ph-value of about 3 throughout its full width, it is ready for the adding of the tanning agent..
A wide variety of substances can be used for tanning.
Chromium, the most widely used and the most eco-friendly tanning agent available.
Chromium is a natural, non-toxic element and is actually a micronutrient found in our food.
When the ph-value is low, the chromium molecules are very small and can therefore easily penetrate the hide and become incorporated in the skin fibers
During basification, the pH-value is now slightly raised, which makes the chromium particles in the hide grow larger and connect with the skin collagen in at least two places.
This connection between tanning agent and hide material is called tanning.
The chromium tanning dyes the hide into a bluish color; therefore, after tanning it is called ”wet blue”.
Sammying / cutting
The wet blues, which are soaking wet, are placed on the sammying machine and two felt rollers press out a part of the water under high pressure.
Afterwards, the complete hide is cut into two sides, because sides are easier to be handled in further processing.





New products from manufacturers at wholesale prices







